お世話になっております。見習い生産技術です。今回はGコード(G40、G41、G42)について解説していきます。製作試験や計画立案等作業試験で必須なコードとなります。少し難しいかもしれませんがとても大事ですので理解していきましょう。
刃先R補正(ノーズR補正)とは?
CNC旋盤のG40・G41・G42は、刃物の先端の丸み(刃先R)によって生じる加工寸法のズレを自動で補正する命令(刃先R補正)です。
正しく使わないと、斜め(テーパー)やアール(円弧)の形状が図面通りに仕上がりません。
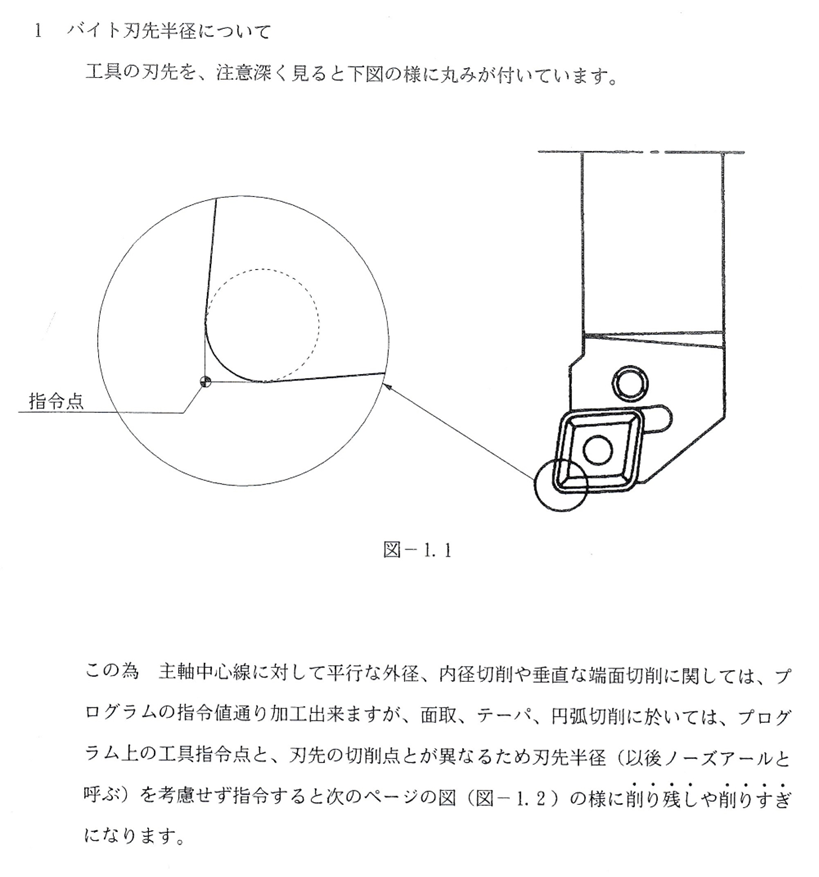
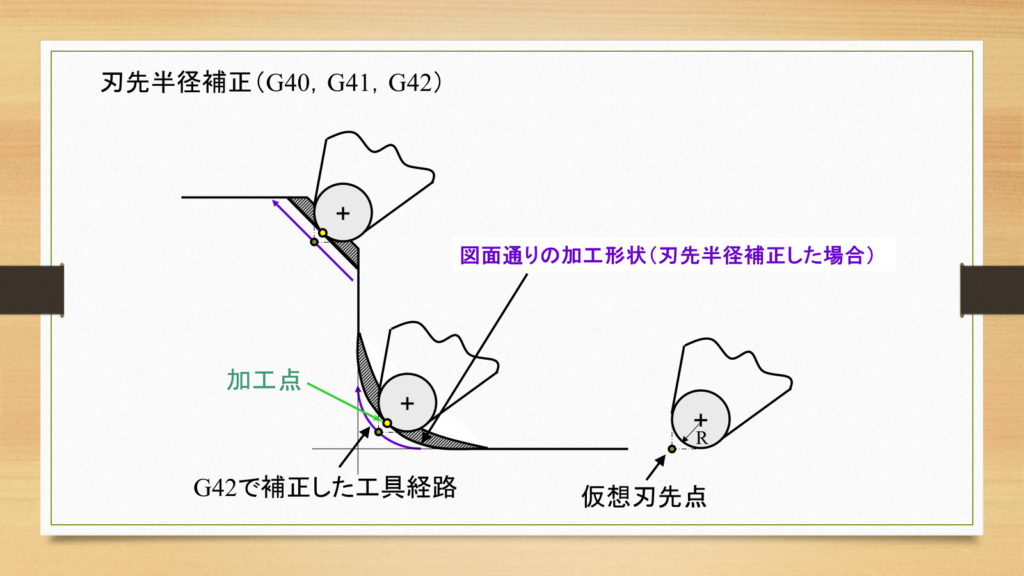
工具の強度を上げたり、面粗さを向上させるために工具の先端には丸みがついており、この丸みは刃先RやノーズRと呼ばれます。この刃先Rに対して、X軸とZ軸に平行な接線を引いた時の交点を仮想刃先点と呼び、プログラムでの座標値はこの仮想刃先点の位置となります。
外径加工や内径加工、端面加工など、X軸、またはZ軸に対して平行に移動する加工では、仮想刃先点と実際の加工点が同一線上にあるので、正確に仕上げることが可能ですが、テーパやR加工などは刃先R分の削り残しが発生してしまいます。
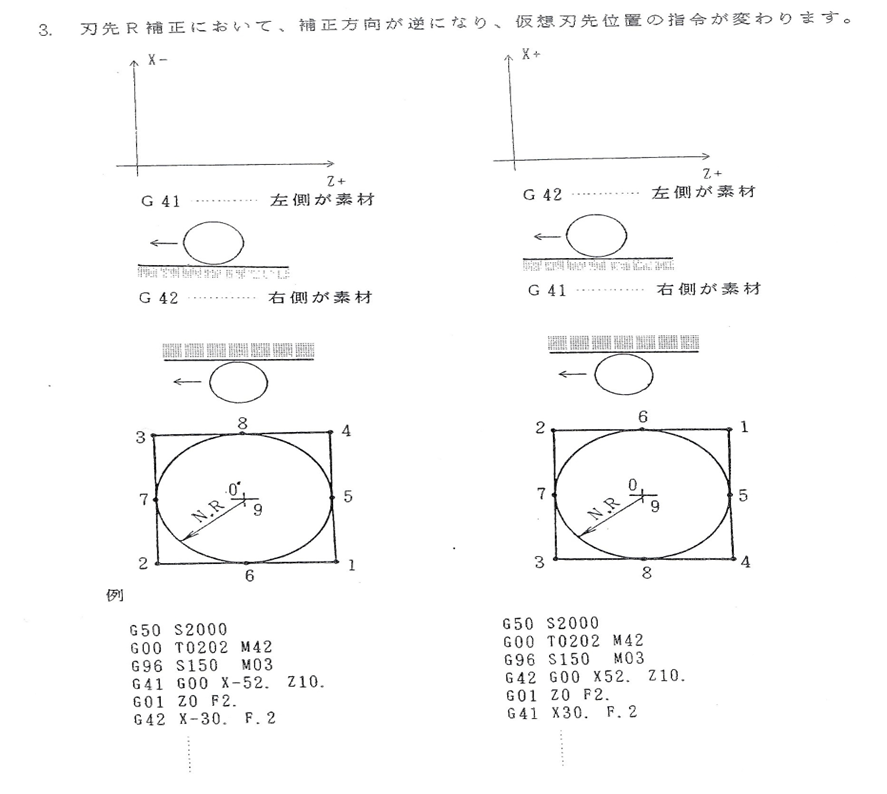
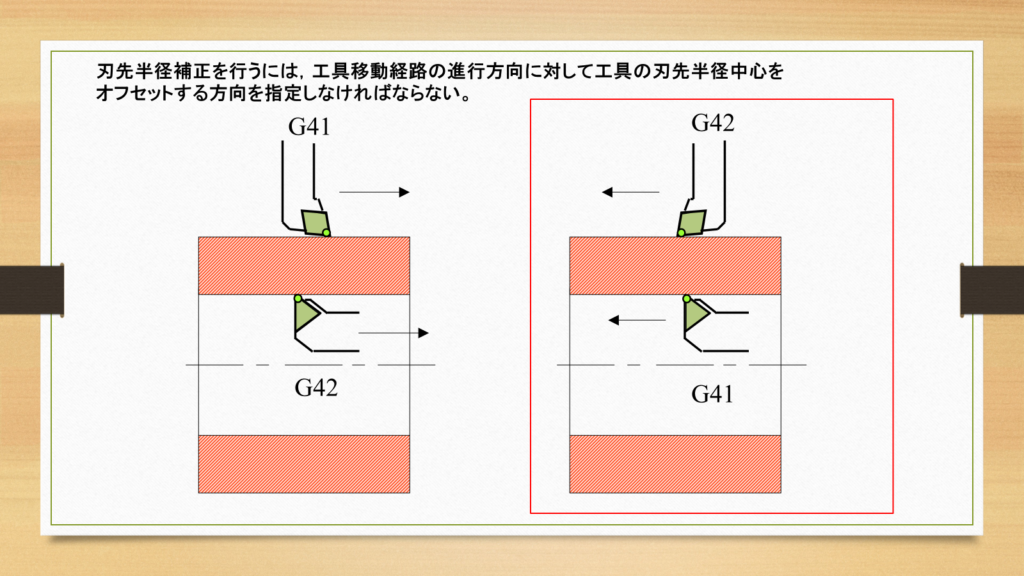
このような切り残しの発生を防ぐために、NC旋盤では刃先R補正という機能がついています。刃先R補正のGコードはG41とG42の2種類があり、G41は進行方向の左側にオフセットし、G42は進行方向の右側にオフセットします。G40で刃先R補正をキャンセルできます。
3つのコードの役割
- G41:左側補正
- 刃物の進行方向に対して左側に刃物をずらして加工します。
- 主に「内径加工(ボーリングバイトでの穴掘り)」で使用します。
- G42:右側補正
- 刃物の進行方向に対して右側に刃物をずらして加工します。
- 主に「外径加工(一般的な外側削り)」で使用します。
- G40:補正キャンセル
- G41やG42の補正を解除します。
- 加工が終わったら必ずこのコードで通常状態に戻します。
上の画像はX軸のプラスマイナスの領域で補正方向が変わってしまう事をあらわしています。基本的に上方向(↑)がX+方向ですので右側を参考にするとよいでしょう。
なぜ補正が必要なのか?
機械は「刃先の中心(架空の尖った点)」を基準に動きます。
しかし、実際の刃先には「刃先R(ノーズR)」と呼ばれる小さな丸みがあります。
- 直線(縦・横)の加工:ズレは発生しません。
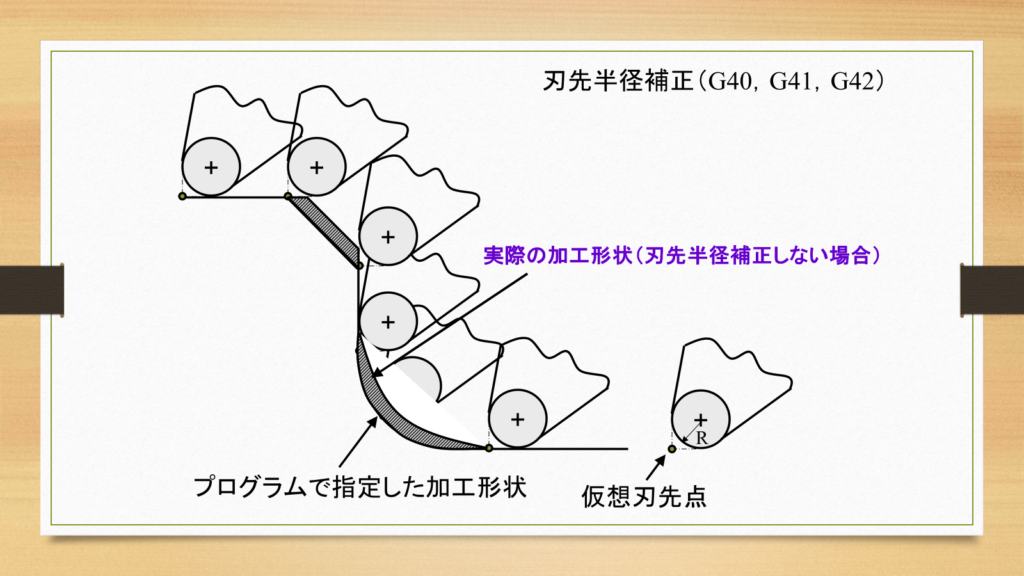
- 斜め・アールの加工:丸みのせいで、削り残し(削り不足)や削りすぎが発生します。
G41/G42を使うと、NC装置が刃先Rの丸みを計算し、自動で最適なルートへ軌道をずらして全自動で綺麗な形状に仕上げてくれます。
G41とG42の簡単な見分け方
「刃物の後ろから進行方向を眺める」と一発で分かります。
- 外径加工(右から左へ削る場合)
- 進行方向(左)を向いて立つ。
- ワーク(材料)は刃物の「右側」にある。
- 材料を削るために右にずらす必要があるので G42 を使います。
- 内径加工(右から左へ削る場合)
- 進行方向(左)を向いて立つ。
- 穴の内側を削るため、材料は刃物の「左側」にある。
- 左にずらす必要があるので G41 を使います。
※この例をあげているのは画像の右側(赤枠)となります。
使うときの絶対ルール
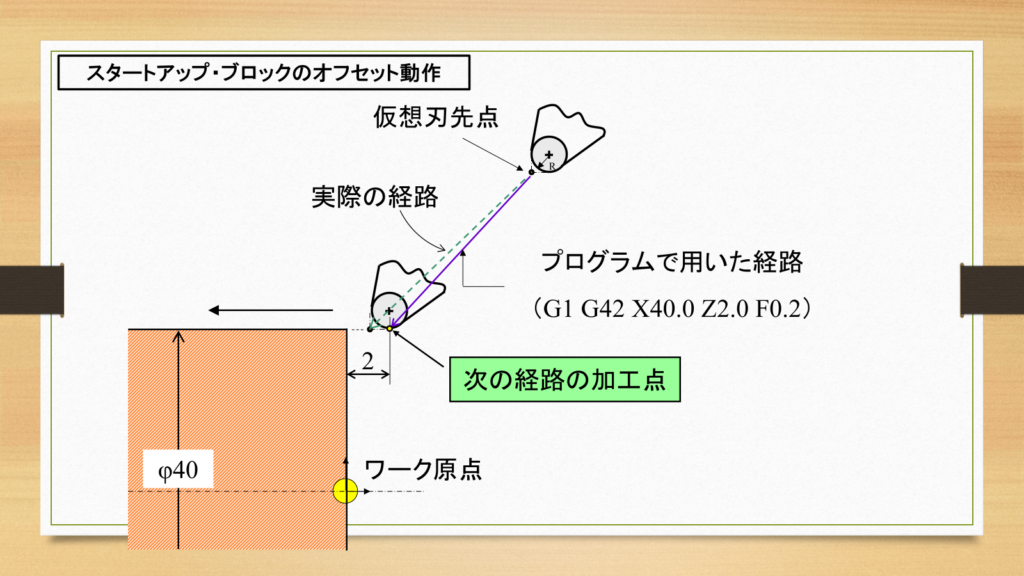
- 移動しながらかける(空振り移動時)
- G41/G42は、材料に触れる前のアプローチ動作(直線移動)と同時に指令します。
- 例:
G1 G42 X40.0 Z2.0 F0.2
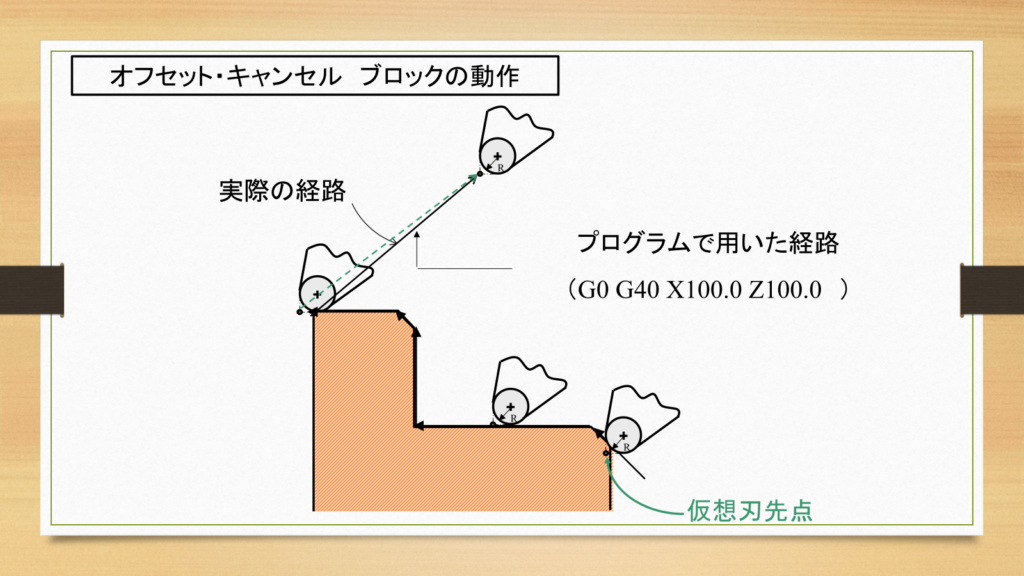
- キャンセル(G40)を忘れない
- 加工が終わり、材料から離れる移動のときに必ず G40 で解除します。
- 例:
G0 G40 X100.0 Z100.0
- NC画面へのデータ入力が必要
- プログラムにG41/G42を書くだけでは動きません。
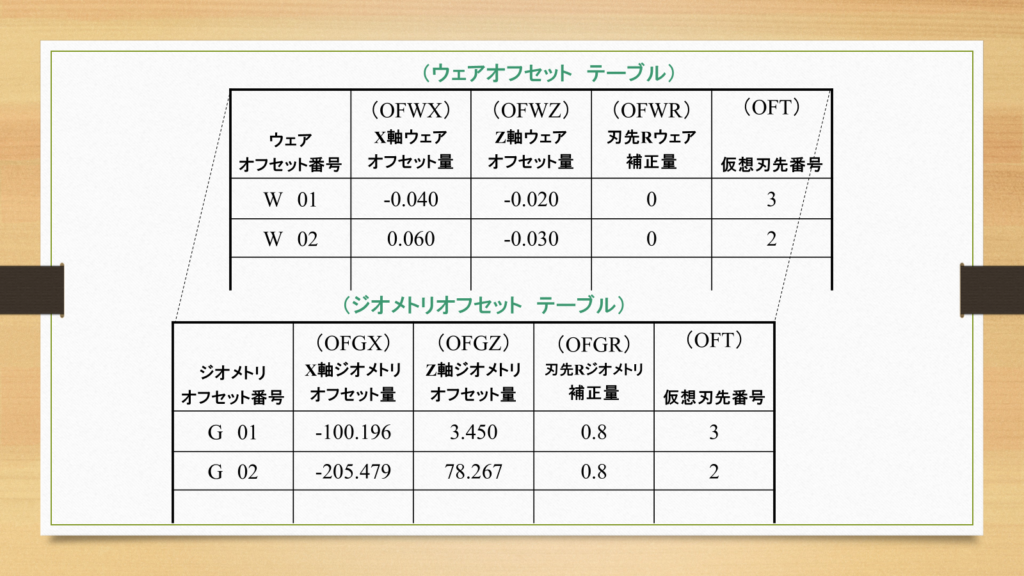
- 旋盤の「オフセット(補正)画面」に、使用する工具の刃先R寸法(例:0.4や0.8)と、仮想刃先方向(コーナーの向き番号)を正しく入力してください。
まとめ・おさらい
CNC旋盤のG41・G42(刃先R補正)について、重要なポイントを1枚のシートのようにすっきりとまとめました。
1. 基本的な役割
- 目的:刃物の先端の丸み(刃先R)による加工寸法のズレを自動で補正する命令。
- 対象:テーパー(斜め)やアール(円弧)の加工で必須。直線(縦・横)だけなら不要。
2. コードごとの機能
| コード | 名称 | 補正の方向 | 主な用途 |
|---|---|---|---|
| G41 | 左側補正 | 進行方向に対して左にずらす | 内径加工(穴掘り) |
| G42 | 右側補正 | 進行方向に対して右にずらす | 外径加工(外側削り) |
| G40 | キャンセル | 補正を解除して通常に戻す | 加工終了時の離脱 |
3. 使うときの「絶対ルール」
- 直線移動とセットで使う
- 立ち上げ(G41/G42)と解除(G40)は、必ず直線移動(G0 または G1)のときに行う。
- 円弧移動(G2 / G3)のときに指令するとアラーム(エラー)になる。
- 安全のためにG1推奨
- G0(早送り)でも有効だが、衝突リスク防止のためG1(切削送り)のタイミングでかけるのが安全・確実。
- 加工終了後は必ずG40
- 解除し忘れると、次の工具の動きや原点復帰の軌道が狂って衝突の原因になる。
- NC画面のデータ設定が必須
- プログラムだけでなく、機械のオフセット画面に「刃先R寸法」と「仮想刃先方向(向きの番号)」を入力しておく必要がある。
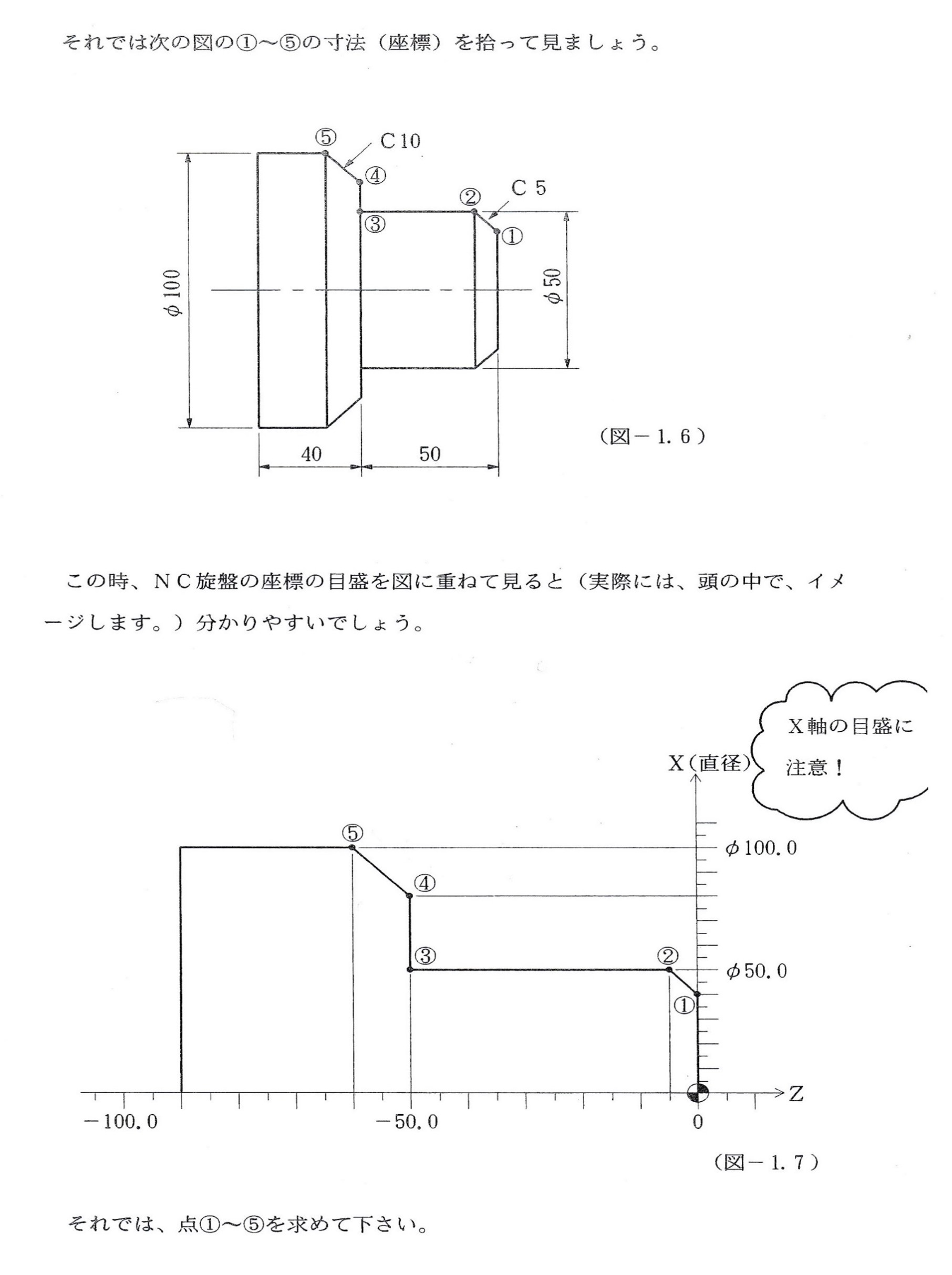
いかがだったでしょうか?実際の加工でも使用し、計画立案等作業試験でも出題されるコードとなります。しっかりと覚えておきましょう。次回は計画立案等作業試験で毎年出題される座標値の計算の説明をしていきたいと思います。今後も色んな情報をアップしていきますのでよろしくお願いします!
コメント