お世話になっております。見習い生産技術です。今回は、数値制御旋盤技能士試験で使用するT機能・S機能・F機能について解説していきます。こちらも製作試験を行う上で欠かせないコードとなりますので覚えておきましょう。
CNC旋盤のプログラミング(NCデータ)において、T機能・S機能・F機能は、機械に「どの工具で」「どのくらいの速さで回転させ」「どのくらいの速度で削るか」を指示する、最も重要で基本的な3大要素です。
T機能(工具機能)とは?
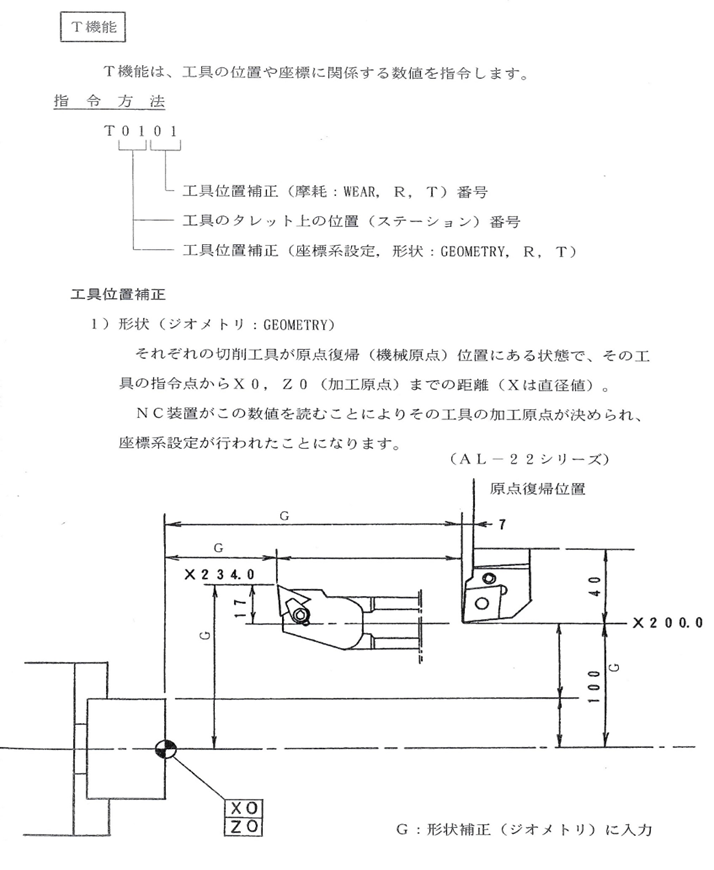
● T機能(工具機能 / Tool):工具の指定または指定された工具に関連する事項を指定する機能をいいます。このワードのアドレスには「T」を用い、それに続くコード化された数で指定します。T機能は、「使用する工具(バイト)を選び、その寸法誤差を補正する」機能です。CNC旋盤では、一般的に4桁の数字を後ろに続けて指示します。
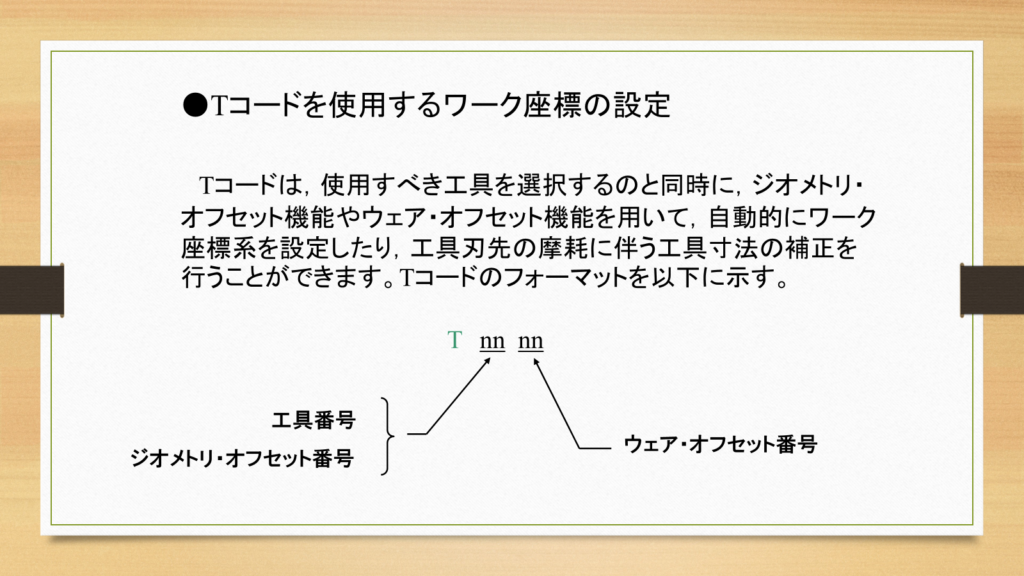
指示の例: 「T0101」仕組みの解説:
・上2桁(01):工具の番号(刃物台のステーション番号)
タレット(回転する刃物台)の1番にセットされている工具を呼び出します。
・下2桁(01):工具補正番号
工具は種類によって長さや刃先の位置が微妙に異なります。そのズレ(補正値)を機械に認識させるための番号です。
※ 覚え方: 「T=Tool(工具)」のT
S機能(主軸機能)とは?
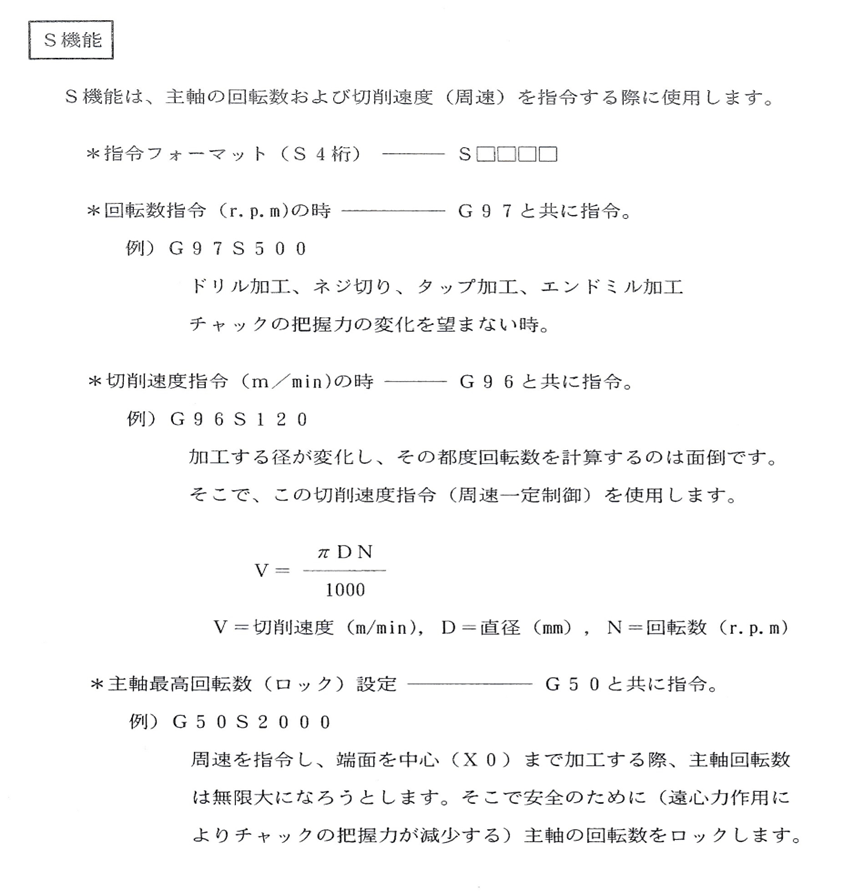
● S機能(主軸機能 / Spindle):主軸の回転速度を指定する機能をいいます。このワードのアドレスには「S」を用い、それに続くコード化された数で指定します。
S機能は、「材料を固定して回転する主軸のスピード(回転数や切削速度)を決める」機能です。
旋盤では、Gコード(G96 や G97)との組み合わせによって、数字の意味が2種類に変化します。
・指示の例①(周速一定制御): G96 S150
◦意味:切削速度を「毎分150m」に固定する。
◦特徴:旋盤加工で最もよく使われます。刃物が材料の中心(芯)に近づくほど、機械が自動的に主軸の回転数を速くして、削るスピードを常に一定に保ちます。
・指示の例②(回転数一定制御): G97 S1200
◦意味:主軸の回転数を「毎分1200回転(rpm)」に固定する。
◦特徴:ネジ切り加工や穴あけ加工(ドリル)など、直径に関係なく同じ回転数で回したい時に使います。
特徴であった通り製作試験ではねじ切り加工の際に使用します。
※ 覚え方: 「S=Speed(回転速度)」のS
F機能(送り機能)とは?
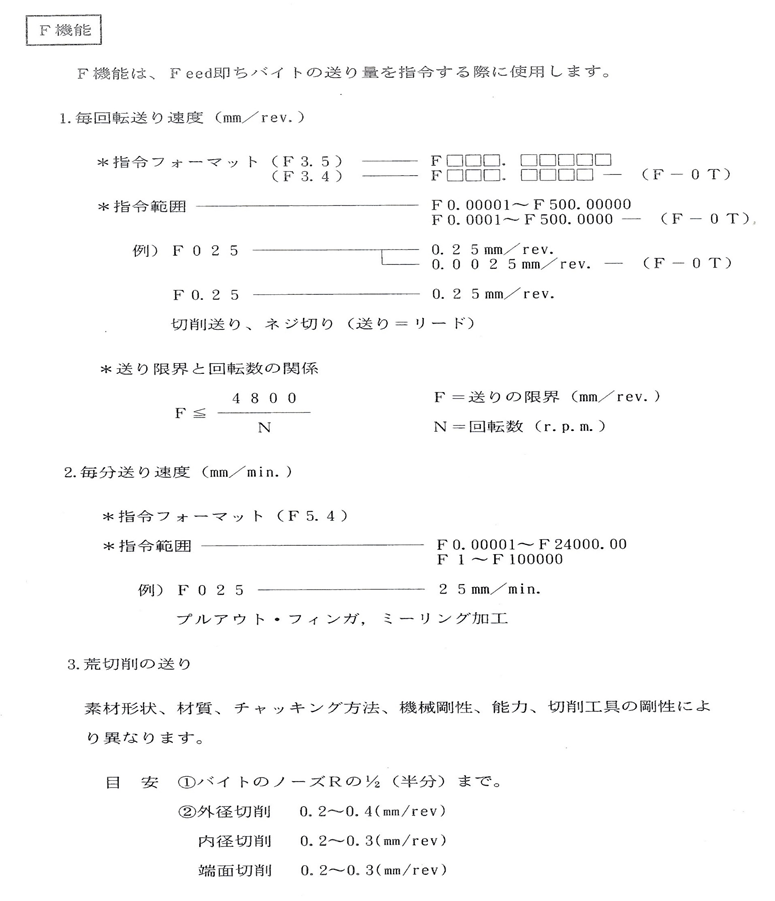
● F機能(送り機能 / Feed):送り機能ともいい、工作物に対する工具の送り速度または送り量を指定する機能をいう。このワードのアドレスには「F」を用い、それに続くコード化された数で指定します。
F機能は、「工具(バイト)を動かす移動速度(送り量)を決める」機能です。
CNC旋盤では、基本的に「主軸が1回転する間に、工具が何ミリ進むか」という単位(mm/rev)で指示します。
・指示の例: F0.2
◦意味:主軸が1回転するごとに、工具が0.2mm進む。
◦特徴:数値を小さく(遅く)すると、削り面が綺麗に仕上がります(仕上げ加工向き)。数値を大きく(速く)すると、短時間でたくさん削れますが、削り面は荒くなります(荒加工向き)。
※マシニングセンタ(フライス盤)では「1分間に何ミリ進むか(mm/min)」という単位が基本になりますが、旋盤では「1回転あたり何ミリか」が基本になる点に注意してください。
※ 覚え方: 「F=Feed(送り)」のF
まとめ(プログラムでの実際の流れ)
実際のNCプログラムでは、以下のように3つが連携して1つの加工動作を作ります。
T0101 ; (1番の工具を選んで、補正をかける)
G96 S150 M03 ; (切削速度150m/minで、主軸を正転スタート)
G01 X50.0 Z2.0 F0.2 ; (送り速度0.2mm/revで、指定の座標まで直線的に削る)
1,T で道具を準備し、
2,S で材料を回し、
3,F の速度で工具を動かして削る。
この3つのアルファベットと数値の組み合わせが、CNC旋盤の加工条件(切削条件)そのものになります。
いかがだったでしょうか?次回は数値制御旋盤技能士試験で使用する刃先R補正(ノーズR補正)のG40、G41、G42について解説していきます。今後も色んな情報をアップしていきますのでよろしくお願いします!

コメント