
お世話になっております。見習い生産技術です。今回は実際の過去問題で出題された仮想刃先点の座標値の求め方を解説していきます。前回のノーズR補正の計算方法と公式を用いて解説するので、「公式とか、計算方法が分からないよ~」という方は下記の記事を参考にして下さい。

旋盤先生。計画立案等作業試験の座標値を求める問題がわからないです。
特に仮想刃先点を求める問題なんて全然分からないよ~。
あの問題は難しいよね。でもやることは普段の座標値を求める計算にノーズR補正の公式をプラスしただけだから、落ち着いてやればきっとできるよ!
では、解説していくね!
仮想刃先(ノーズR補正)の座標計算問題
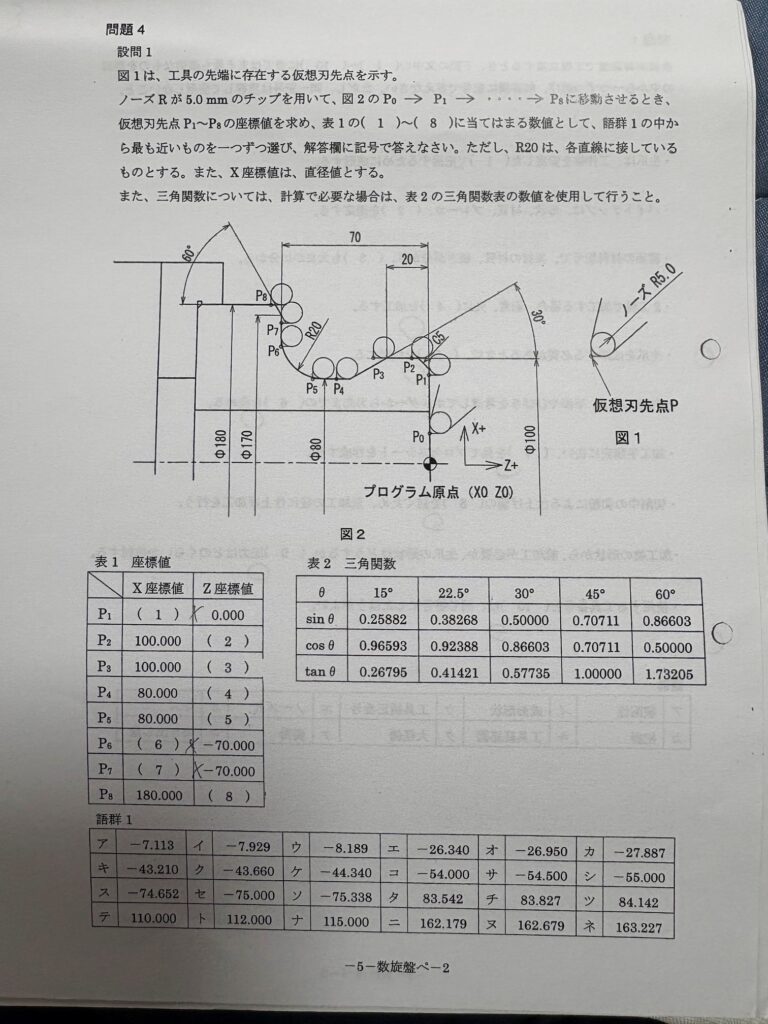
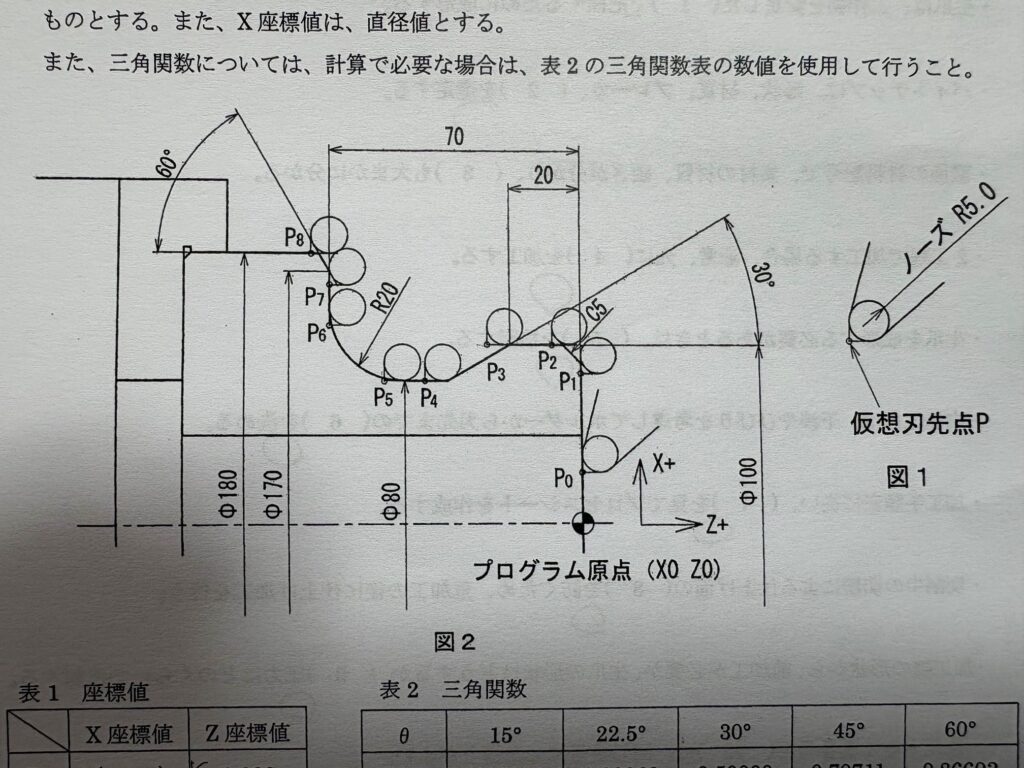
これは、過去問題を参考にした模擬問題です。この問題の座標値の計算を解説していきます。
この問題のポイントは、「工具の実際の中心(刃先Rの中心)がどこを通るか」を考えてから、仮想刃先 P の位置を割り出すことです。 ノーズR は 5.0mm、X軸は直径指定(半径の2倍で計算する)である点に注意しながら、1つずつ丁寧に解説していきます。
前提知識:仮想刃先とノーズRの中心関係
一番上の図にある通り、仮想刃先 P から見ると、刃先丸みの中心(刃心)は X軸方向に r (直径換算で 2r )、Z軸方向に r だけ引っ込んだ(ワークの内側寄りの)場所にあります。
- X方向(直径値): 仮想刃先 X = 刃心 X + 2r(外径加工時など、当てはまる方向によって符号は変わります)
- Z方向: 仮想刃先 Z = 刃心 Z + r(または -r )
今回のノーズRは r = 5.0mm なので、半径値なら 5mm、直径値なら 10mm の補正値が基準になります。
公式の文字の意味を整理してから、それぞれのポイントを詳しく解説します。
- r :工具のノーズR(今回は 5.0mm)
- θ :傾斜の角度(Z軸に対する角度、またはX軸に対する角度。図面の指定に合わせます)
- X軸の計算結果はすべて「半径値」として出るため、最終的に「2倍(直径値)」にするのを忘れないようにしましょう。
傾斜(テーパ)と直線がつながる位置の計算
公式の仕組み
傾斜面から水平な面(または垂直な面)に工具が移るとき、仮想刃先は交点から少し手前(または奥)にズレます。
・X軸方向のズレ(補正量):ΔX = ΔZtanθ
・Z軸方向のズレ(補正量):ΔZ = R(1-tan(θ/2)) , ΔZ = R(1+tan(θ/2))
公式で(1-)や(1+)のようにプラスマイナスがあります。これの違いは削る方向に対して削り残してしまったか、削りすぎてしまったかの違いです。
削り残してしまった場合:ΔZ = R(1 – tan(θ/2))
削りすぎてしまった場合:ΔZ = R(1 + tan(θ/2))
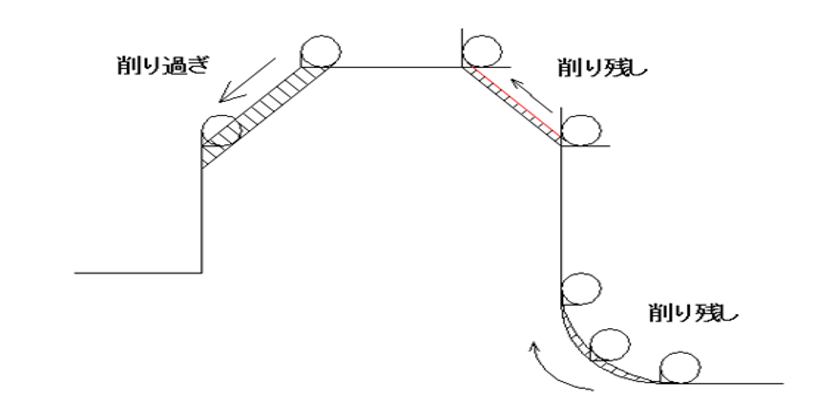
この使い分けさえできれば問題は解けるかと思います。
また、以下のような公式もありますので、紹介だけしておきます。
X軸方向のズレ(補正量・直径値): ΔX = 2r ・ tan( {90°-θ} / 2 )
Z軸方向のズレ(補正量): ΔZ = r ・ tan(θ/2)
各ポイントの具体的な計算
(1) P₁ の X座標
P₁ は、端面(垂直な壁)から 30° の斜面へ入るスタート地点です。Rがない(ノーズR=0)とした場合の本来の交点は、Φ100 から面取りC5分下がった Φ90 です。
ここから、公式を使用し計算します。ΔXを求めるにはΔZを求めないといけません。今回は進行方向に対し、削り残してしまっているのでΔZ = R( 1-tan(θ/2) )を使用します。
表2の三角関数表より、tan45° / 2 = tan22.5° = 0.41421、 R = 5.0 なので、
ΔZ = 5×(1-0.41421) = 2.92895mm
次にΔXを求めていきます。公式は ΔX = ΔZtanθ を使用します。
表2の三角関数表より、tan45° = 1.00000なので
ΔX = 2.92895×1.00000 = 2.92895mm
ここで注意しないといけないのは、ΔXは半径値となっているため、倍にしないといけません。
仮想刃先は交点(Φ90)よりもさらに低い(内側の)位置からスタートしなければならないため、引き算します。
X = 90.000 – (2.92895×2) = 84.1421mm
語群の中から最も近い値を選ぶと、「ツ」(84.142) になります。
(2) P₂ の Z座標
P₂ は、面取り(C5)が終わり、外径 Φ100(X座標 100.000)の直線へ移るポイントです。
本来の交点(ノーズRが0のとき)のZ座標は、面取り量5なので Z = -5.0 です。
ここから、斜面(45°)と円筒面(水平線)に接するときの仮想刃先のZ方向のズレ(補正量)を計算します。
Z軸方向の補正量公式:ΔZ = R(1-tan(θ/2))=5.0×(1-tan22.5°)=5.0×(1-0.41421)=2.92895mm
仮想刃先は本来の交点(-5.0)よりも、さらに奥(マイナス方向)へ進んだところで接します。
Z = -5.0 -2.92895 = -7.92895mm
語群を見ると、最も近いのは 「イ」(-7.929)となります。
(3) P₃ の Z座標
1. この形状の「本来の交点(角)」を求める
まずは、ノーズR補正(R5.0)を一切考えない場合の、図面上の「本来の交点」のZ座標を割り出します。
図面を右から左へ追っていくと、基準となる寸法が見えてきます。
- 一番左側の壁が Z = -70.000 です。
- そこから右側に「70」戻ったところに、Φ80 から立ち上がる段壁(垂直な壁)があります。つまり、この段壁の位置はちょうど Z = 0.000 です。
- この Z=0 の段壁の根元から、左側に向かって「20」の幅の凹み(溝)があります。つまり、この凹み全体の仕上がり幅は 20mm であり、Φ100 の水平線に戻る位置(本来の角)は Z = -20.000 になります。
したがって、P₃ 付近にある「本来の交点」の座標は Z = -20.000 です。
2. 公式を使って補正量を計算する
工具が水平な面(Φ100)から、角度 θ = 30° の斜面へ向かうとき、仮想刃先 P₃ は本来の交点(-20.000)からどれだけズレるかを計算します。
水平線から斜面へ移るときのZ方向の補正量 ΔZ の公式は以下の通りです。
ΔZ = R(1+tan(θ/2))
今回は進行方向に対して削りすぎてしまっている為、上記の公式を使用します。
今回の値を当てはめます(R = 5.0、θ = 30°)
ΔZ = 5.0×(1+tan(30°/2)) = 5.0×(1+tan15°)
表2の三角関数表より、tan 15° = 0.26795 なので、
ΔZ = 5.0×(1+0.26795) = 5.0×1.26795 = 6.33975mm
3. 交点に補正量を足し引きする(符号の決定)
仮想刃先は、本来の角よりもさらに奥側の(左側・マイナス方向)位置にいるため引き算します。
Z = -20.000 – 6.33975 = -26.33975mm
4. 答えの選択肢(原点の位置)と一致させる
語群を見ると、最も近いのは (-26.340)となります。
小数点第4位を四捨五入することによって選択肢の 「エ」(-26.340) に一致します。
(4) P₄ の Z座標
仮想刃先を考慮していない座標値
P₄ は、Φ80 の内径(底面)へと削り込み、底の平らな面に移る手前の斜面上の点です。まずは、仮想刃先を考慮していない座標値を求めていきます。
水平な面(Φ100)と底面(Φ80)との差で1辺が求められます。
100 – 80 = 20 「20」は直径値ですので半分の半径値にします。20 / 2 = 10 これにより対辺が10mmとなります。
斜辺は図より 30° と分かります。1つの辺と角度が分かったので三角関数を使って計算します。
tanθ = a /b = 対辺 / 底辺
今回はZ座標を求めたいので、底辺を求めます。よって・・・
b = a / tanθ = 10 / tan30°
表2の三角関数表より、tan 30° = 0.57735 なので、
b = 10 / 0.57735 = 17.32052mm
P₄のノーズRは奥側の(左側・マイナス方向)位置にいるため引き算します。
凹み全体の仕上がり幅は 20mm であり、Φ100 の水平線に戻る位置(本来の角)は Z = -20.000 になります。
よって、z = -20.000 – 17.32052 =-37.32052mm これが仮想刃先を考慮していない座標値となります。
ノーズRから仮想刃先点までの求め方
次にノーズRから仮想刃先点までの距離を求めます。
今回は削りすぎてしまっている為 ΔZ = R(1+tan(θ/2)) こちらを使用します。
今回の値を当てはめます(R = 5.0、θ = 30°)
ΔZ = 5.0×(1+(tan30°/2)) 表2の三角関数表より、tan 15° = 0.26795 なので、
ΔZ = 5.0×(1+0.26795) = 5.0×1.26795 = 6.33975mm これがノーズRから仮想刃先点までの距離となります。
仮想刃先を考慮した(求めるべき)座標値
仮想刃先点を考慮していない座標値 z = -37.32052mm
ノーズRから仮想刃先点までの距離 ΔZ = 6.33975mm
これらを差し引きします。今回はどちらもマイナス方向にいるので引き算します。
Z = z – ΔZ = -37.32052 – 6.33795 = -43.6585mm
語群を見ると、最も近いのは 「ク」(-43.660)となります。
(5) P₅ の Z座標
P₅ は、Φ80 の平らな面(円筒面)から、左側の大きなアール(R20)へとつながる手前の点です。 R20の円弧の中心位置を考えると、
R20の円弧は、左側の壁(Z = -70.000)と、底面(Φ80)の両方に接しています。
R20の「刃物(ノーズR5)が削る軌跡」ではなく、ワークの仕上がり形状がR20です。
一番左の壁面が -70.000 で、そこから手前に R20 の円弧があるため、Rの始まる位置(交点)は -70 + 20 = -50.0mm です。
工具のノーズR補正(ΔZ)によって、仮想刃先はさらに 5.0mm手前(右側)からアール運動を開始しなければならないため、
-50.0 + (-5.0) = -55.000mm 「シ」(-55.000) となります。
(6) P₆ の X座標
P₆ は、R20 のアールが立ち上がって、左側の壁(Z = -70.000)に突き当たる直前の点です。
P₅ X座標値(Φ80)からR20上がった所になります。
もうあとはやることは一緒です。まずは仮想刃先を考慮していない座標値を求めて、次にノーズRから仮想刃先点までの距離を求め、最後に仮想刃先を考慮した(求めるべき)座標値を差し引きして求めます。
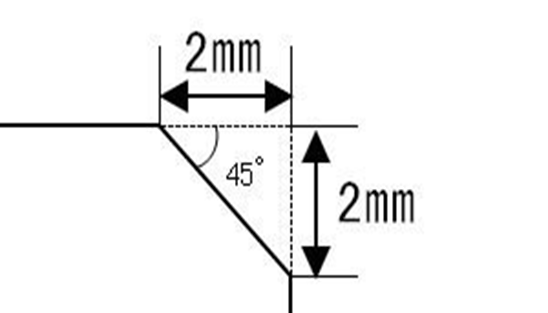
R20ですが、線を引くことによって直角二等辺三角形を作ることができます。ですので2つの底角は
θ = 45° となります。R20ですので辺の長さは20mmとなります。1つの辺と角度が分かればあとは公式に当てはめるだけです。
下の図が例です。ここまで理解できていない方は、下の記事を参考にしてみて下さい。
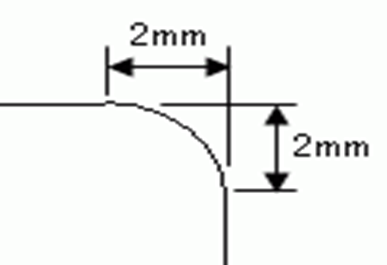

では実際に求めていきます。まず、Φ80からR20の辺(直角二等辺三角形の辺は20mm)を足していきます。R20は半径なのでX座標値の際は2倍にします。
80 + (20×2) = 80 + 40 = 120 これが仮想刃先を考慮していない座標値となります。
ここにノーズR5.0の補正が加わります。垂直な壁に刃物が接するとき、仮想刃先のX座標は、刃心(交点)よりもさらにノーズRの2倍(10mm)下がった(内側の)位置になります。
したがって 120 – 10 = 110 語群を見ると 「テ」(110.000) が正解となります。
(7) P₇ の X座標
P₇ は、壁面(Z = -70.000)を上(Xプラス方向)に向かって削っていき、次の Φ170 の角(または逃げ角 60°)の手前で止まる位置です。よって仮想刃先を考慮していない座標値は170となります。
X座標値を求めるので ΔX = ΔZtanθ を使用しますが、ΔZが分からないのでまずはそちらを求めます
ΔZ = R(1-tan(θ/2)) = 5×(1-tan30°) = 5×(1-0.57735) = 2.11325mm
よって、ΔX = ΔZtanθ = 2.11325×tan60° = 2.11325×1.73205 = 3.66025mm
仮想刃先点はΦ170より下にあるので引き算します。ΔXは半径なので2倍します。
170 – (3.66025×2) = 170 – 7.3205 = 162.6795mm
正解は 「ヌ」(162.679) です。
(8) P₈ の Z座標
P₈ は、最後の斜面(60°)を上りきり、外径 Φ180 の平らな面に抜けた位置です。
本来の交点は Z = -70.000 よりもさらに奥(マイナス方向)にあります。Φ170 から Φ180 まで、直径で 10mm(半径で 5mm)分、角度 60° の斜面を登ります。
仮想刃先を考慮していない座標値を求めます。Φ180とΦ170の辺を求めます。
180 – 170 = 10 「10」は直径値なので半分にします。10 / 2 = 5 よって辺の長さは5mmとなります。
底辺が5mm 角度は180° – 90° – 60° = 30° となり、θ = 30°です。
三角関数で計算すると、対辺 = 底辺 × tanθ = 5 × tan30° = 5 × 0.57735 =2.88675mm
よって、z = -70.000 – 2.88675 = -72.88675mm になります。
ノーズRから仮想刃先点までの長さは、ΔZ = R(1-tan(θ/2))
ΔZ = 5 × (1 – (tan60° / 2) ) = 5 × (1 – tan30°) = 5 × (1 – 0.57735) =2.11325mm
仮想刃先はZ-方向なので引き算します。
-72.88675 – 2.11325 = -75.000mm 「セ」(-75.000) が該当します。
まとめ(解答キー)
正解一覧の通り、マークすべき記号は以下の通りです。
(1) = ツ (84.142)
(2) = イ (-7.929)
(3) = エ (-26.340)
(4) = ク (-43.660)
(5) = シ (-55.000)
(6) = テ (110.000)
(7) = ヌ (162.679)
(8) = セ (-75.000)
計算方法が分かりました!
仮想刃先を考慮していない座標値からノーズRから仮想刃先点までの長さを差し引きすれば仮想刃先を考慮した(求めるべき)座標値が求められるんですね!
そう!「仮想刃先点の座標値を求める問題だ~」って焦らずに着実に求めていけば、解答を導き出せるよ。
どんどん問題を解いてこの座標値を求める問題に慣れていこう!!
いかがだったでしょうか?今後も技能士対策情報をアップしていきますのでよろしくお願いします!


コメント