
お世話になっております。見習い生産技術です。
今回はCNC旋盤で使用するプログラム用語について解説していきます。
プログラム番号とは?
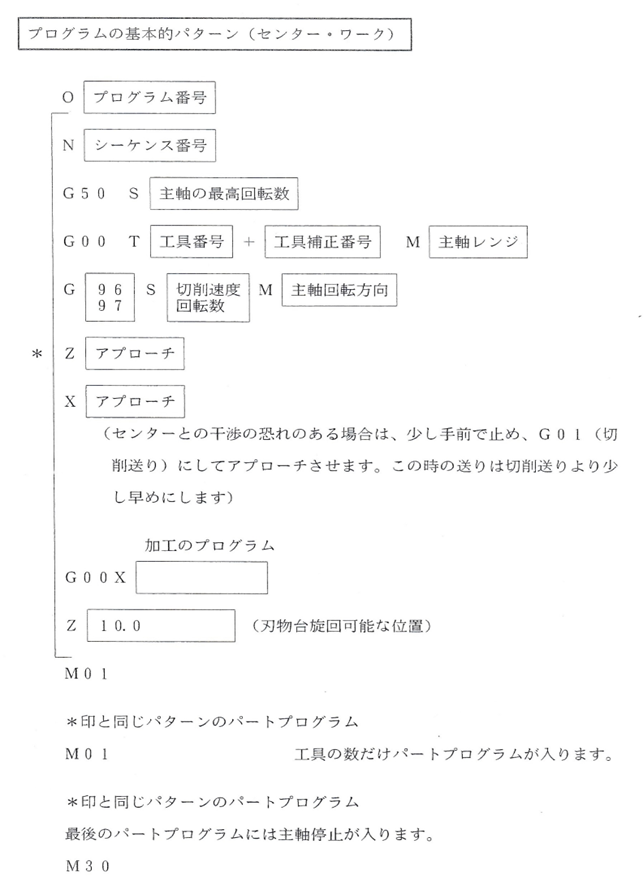
上記の画像がプログラムの例です。プログラムの基本パターンであるようにプログラムが作られています。
加工プログラムは上記の画像のように組み立てられることが多いです。数値制御旋盤技能士試験での加工プログラムもこの基本パターンで作成しました。
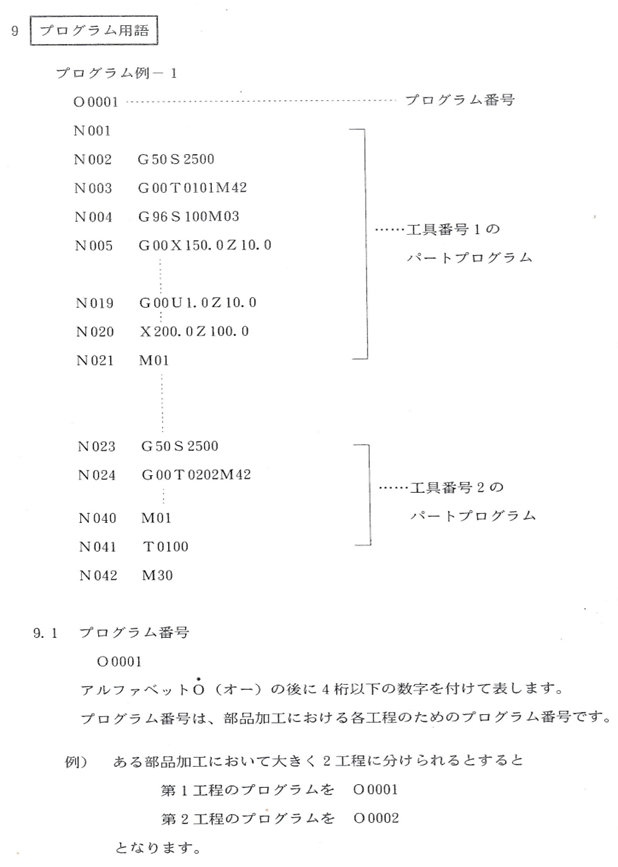
・プログラム番号「O 0001」
アルファベットO(オー)の後に4桁以下の数字を付けて表します。データスタートの次のブロックに来るのが、プログラム番号です。”O”の後に続く数字がプログラム番号で、FANUCの多くは最大で4桁になりますが、1桁〜3桁で入力することも可能です(O0012 → O12 等)。プログラム番号は1つのプログラムに1つ、データスタートのすぐ後のブロックに記述する必要があります。
ある部品加工において大きく2工程に分けられるとすると
第1工程のプログラムを「O 0001」第2工程のプログラムを「O 0002」となります。
シーケンス番号とは?
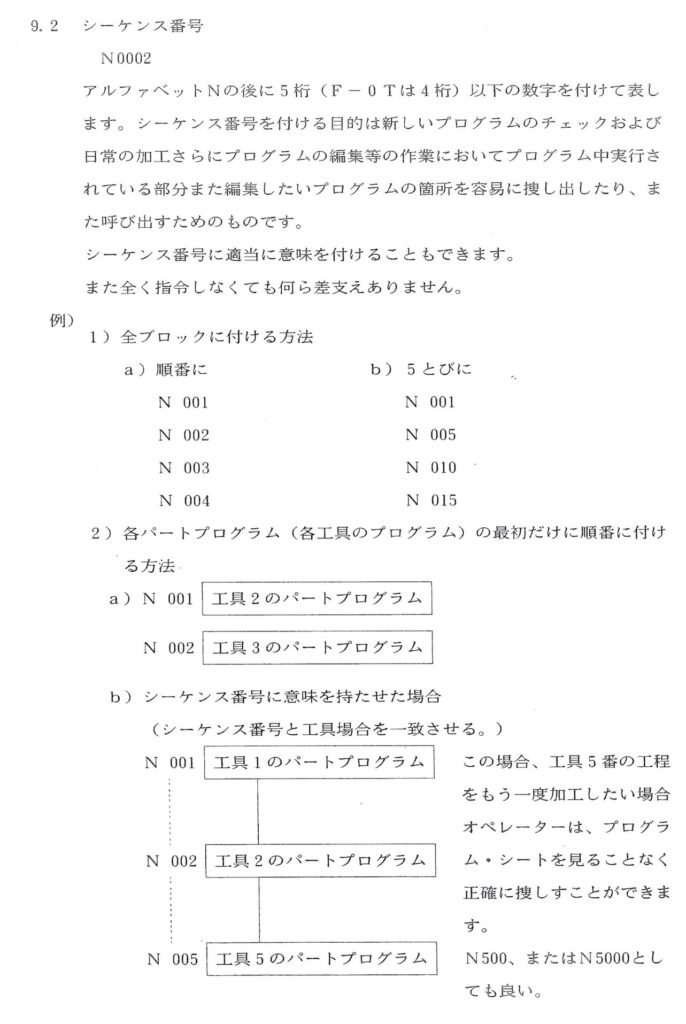
・シーケンス番号「N 0002」
“N”+“数値”で表します。プログラムを見やすくするための目印で、単独で記述しても動作に影響はありません。
“N”の後に続く”数値”は自分の好きな数値を入れることができます。数値の番号も順番に入れなければならないわけではなく、また、同じ番号を付けることも可能ですが、上のブロックから順番に数値が大きくなっていくように番号を付けた方が、見やすくなります。
基本的にN1:外形荒加工、N2:外径仕加工・・・
このように各工具で加工する工程ごとで分けられる事が多いと思います。
技能検定ではこのように分けて、「外径仕加工をもう一度したい」となった際、シーケンスサーチ(Nサーチ)を行いその工程だけ再加工と言うように使用していました。
パートプログラムについて
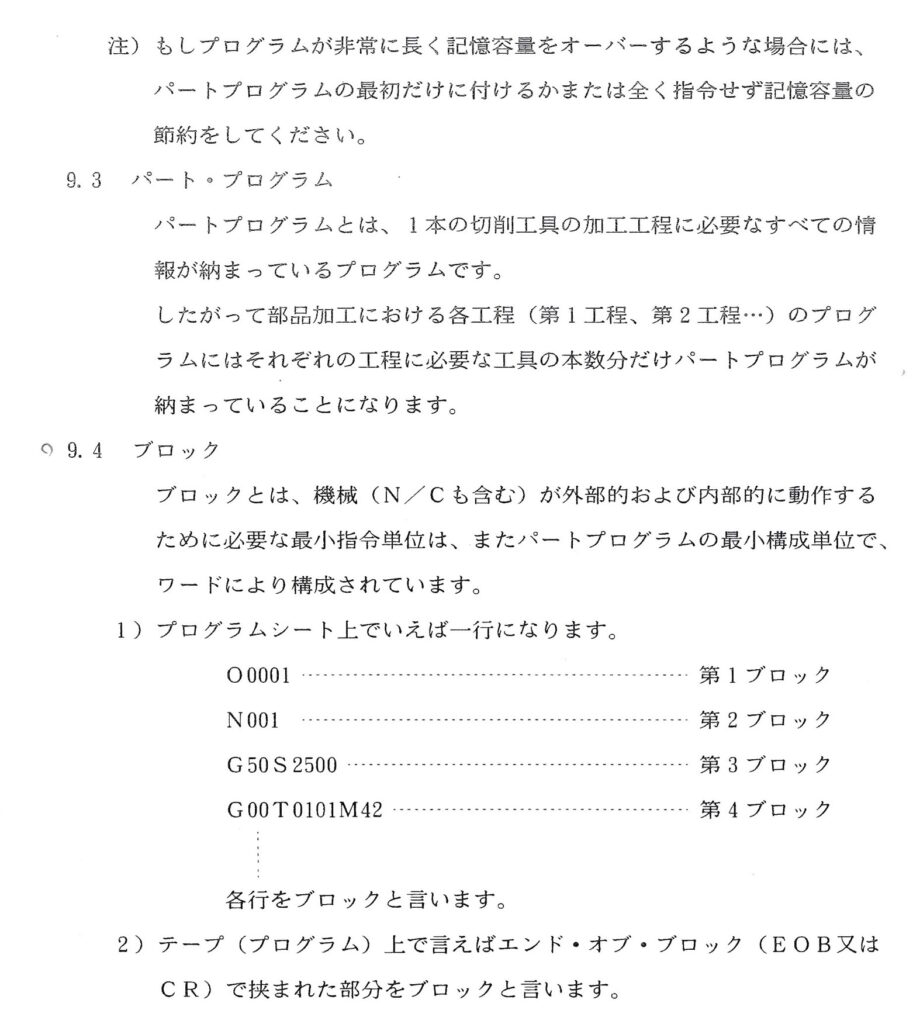
・パート・プログラム:1本の切削工具の加工工程の必要なすべての情報が納まってるプログラム。
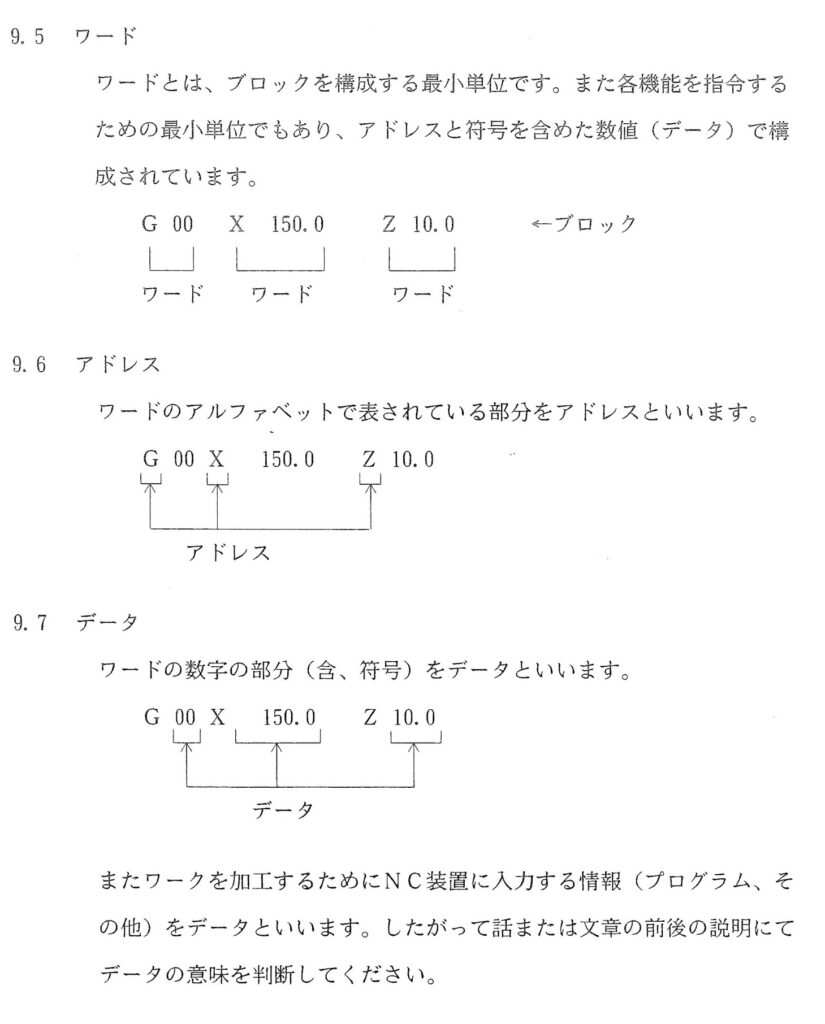
・ブロック:各ワードの集合体。
・ワード:ブロックを構成する最小単位です。アドレスとデータ(数字)で構成されています。
・アドレス:ワードのアルファベットで表されている部分。
・データ:ワードの数字の部分をデータといいます。
○要するに・・・ワードの集合体がブロックであり、ブロックの集合体がパートプログラム(プログラム)となる!
※追記 %・・・データエンド
プログラムの最後に“%”がありますが、データエンドを表す記号で、プログラムはここまでですよ、という意味になります。使用する機械には入力しなくても最初からあります。
・EOB(エンド・オブ・ブロック)
すべての行の終わりに”;”(セミコロン)が付いています。この”;”をEOB(イー・オー・ビー)と呼びます。End Of Block(エンドオブブロック)の頭文字です。行の終わりには必ず付けることになっており、行の先頭から”;”までをブロックと呼びます。
以上。2級数値制御旋盤技能士②プログラム用語についてでした。次回は各コードについて解説していきます。今後も色んな情報をアップしていきますのでよろしくお願いします。


コメント