
お世話になっております。見習い生産技術です。
皆様はゴールデンウィークいかがお過ごしたでしょうか?私は特に予定もなく実家に帰り過ごしていました(笑)
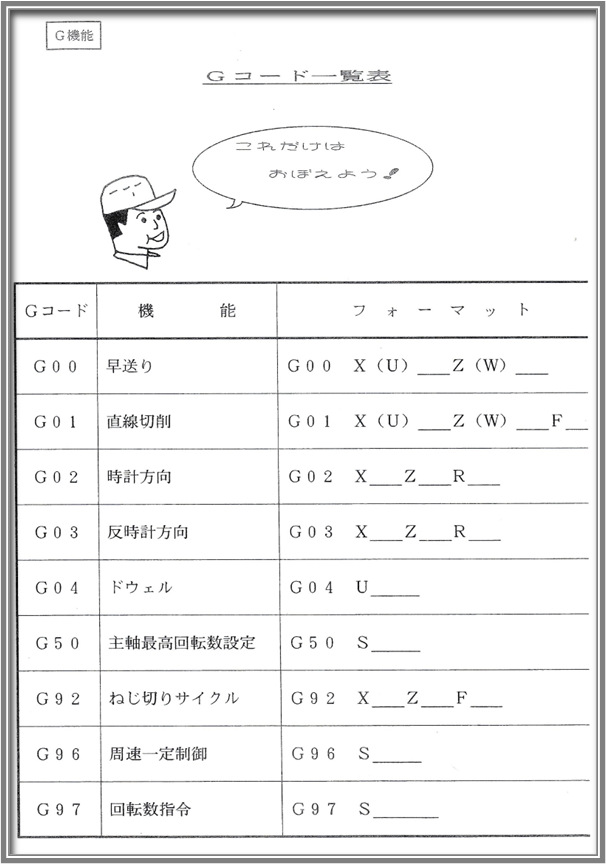
さて、今回はCNC旋盤で使用するGコードについて解説していきます。特に私が2級数値制御旋盤技能士で使用していたGコードを解説していきます。
Gコード(G機能)とは?
・Gコード(G機能)
Gコードは加工を行うための準備機能になります。Gコードには、そのブロックのみで有効なワンショットなものと、その設定が変更、またはキャンセルされるまで有効なモーダルなものがあります。ここでは作業試験に使用されるGコードを解説します。
次回投稿にて、G70(仕上げサイクル)、G71(外形/内径荒削りサイクル)についても説明していきます。また、G40、G41、G42についても説明します。
G92ねじ切りサイクルとありますが、私が作業試験で使用していたG76複合系ねじ切りサイクルを解説していきます。
G00 早送り
G00(早送り)
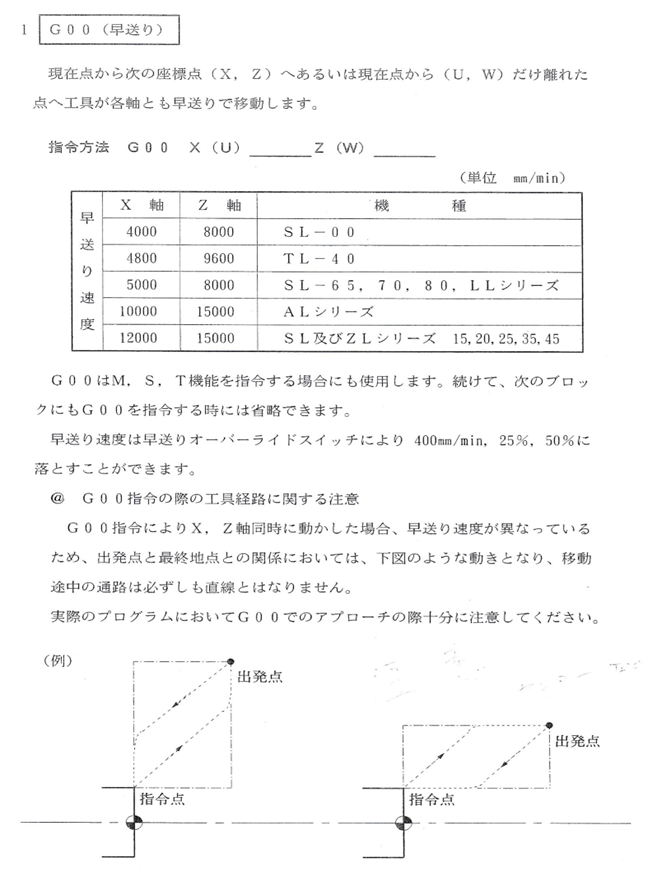
位置決めです。早送りで軸を動かしたい場合に使用します。”G00X_Z_”の形で記述し、各座標の記述は省略可能です。早送りの速度は、設備や設備の設定により違います。
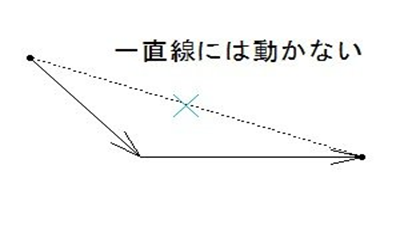
また、早送りでは各軸が設定された速度で独立して動くため、各軸の移動量が違う場合は終点に向かって一直線という軌道にはなりません。移動量の短い軸が先に移動を終了し、移動量が長い軸の残りの移動はその後に行われます。
G01 直線切削
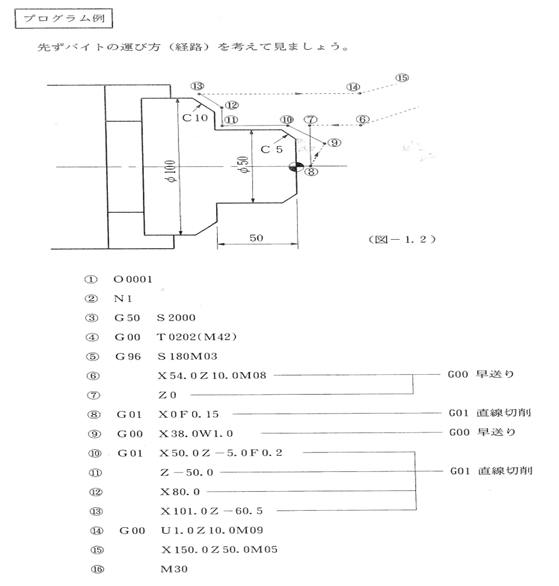
G01(直線切削)
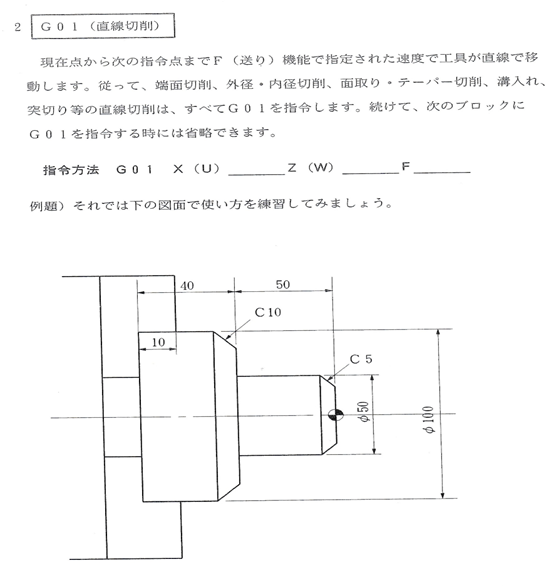
直線補間です。設定した送り速度で軸を動かしたい場合に使用します。”G01X_Z_F_”の形で記述され、各座標と送り速度の記述は省略可能です。同じブロックで送り速度を設定することができ、省略されている場合には既に設定されている送り速度で移動します。
G50 主軸最高回転数
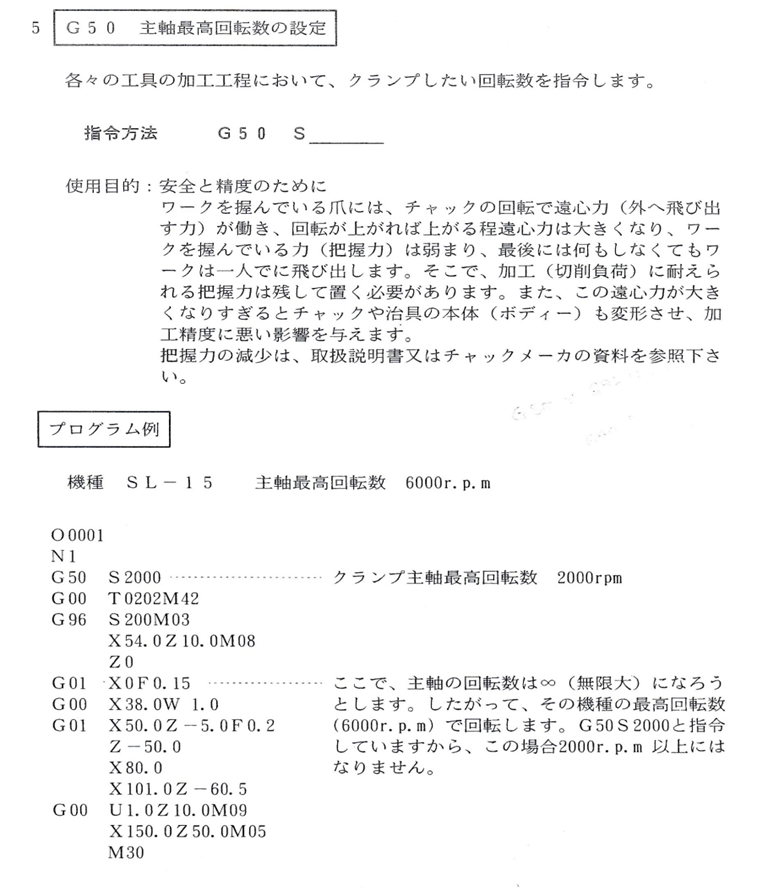
G50 主軸最高回転数
主軸最高回転速度クランプです。”G50S_”で指定した回転数より上がらないようにします。G96の周速一定制御などを使用したときに、設定ミスなどで回転数が速くなり過ぎないようにする場合などに使用します。
G96 周速一定制御 G97 主軸回転数指令
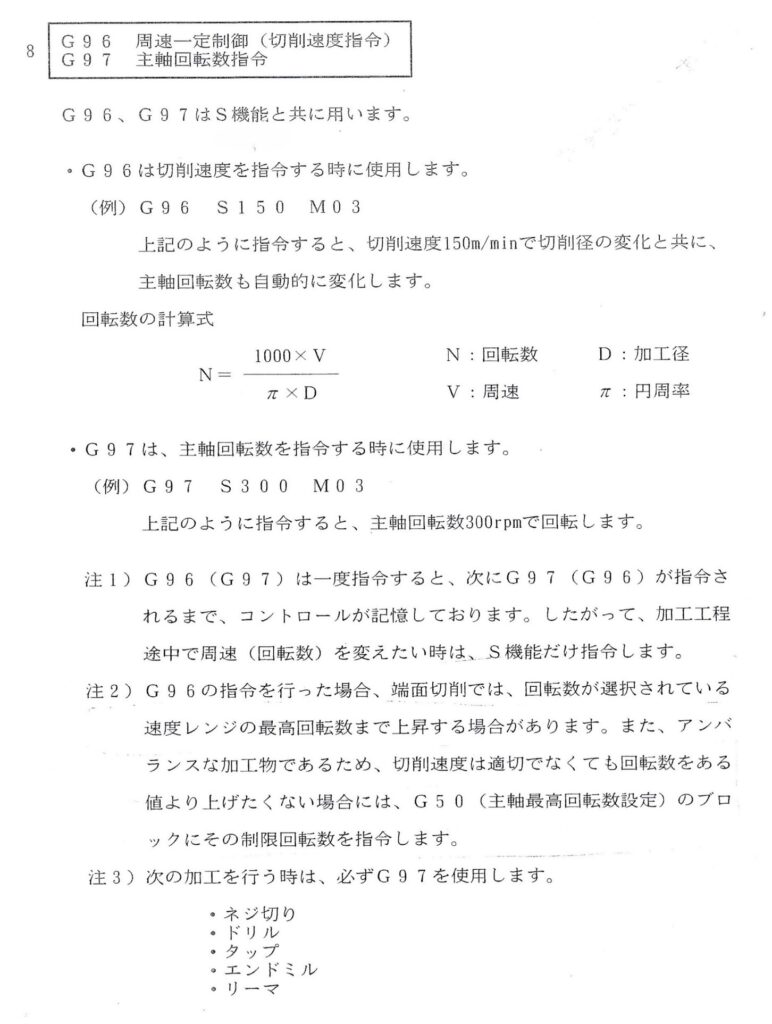
G96 周速一定制御 G97 主軸回転数指令
・G96
ワークの周速が一定になるように制御します。”G96S_”で指定した周速度で回ります。
周速一定制御は刃先の位置の工作物の周速を一定に保つ指令です。工作物の直径が小さくなるにつれ主軸の回転速度はどんどん早くなっていきます。
ただし、工作物の端面を中心に向かって削っている状態を想像してほしいのですが、刃先が中心ど真ん中まで切り込んでいったら周速一定制御の考えからすると工作物の中心に向かって刃先が進むにつれ、どんどん、どんどん限りなく工作物の周速が上がっていってしまい危険であるし壊れます。ですから限界速度は決められているようです。
・G97
主軸の回転速度が一定になるように指定します。”G97S_”で指定した回転数で回ります。
以上。2級数値制御旋盤技能士③基本的なGコードについてでした。次回は各Gコードサイクルについて解説していきます。今後も色んな情報をアップしていきますのでよろしくお願いします。


コメント