
お世話になっております。見習い生産技術です。今回は、数値制御旋盤技能士試験で使用するMコードについて解説していきます。計画立案等作業試験や製作試験でも使用しますので覚えておきましょう。今回は基本的なMコードについて解説していきます。
まず、Mコードは加工を行うための補助機能になります。主に下の画像の一覧について説明していきます。
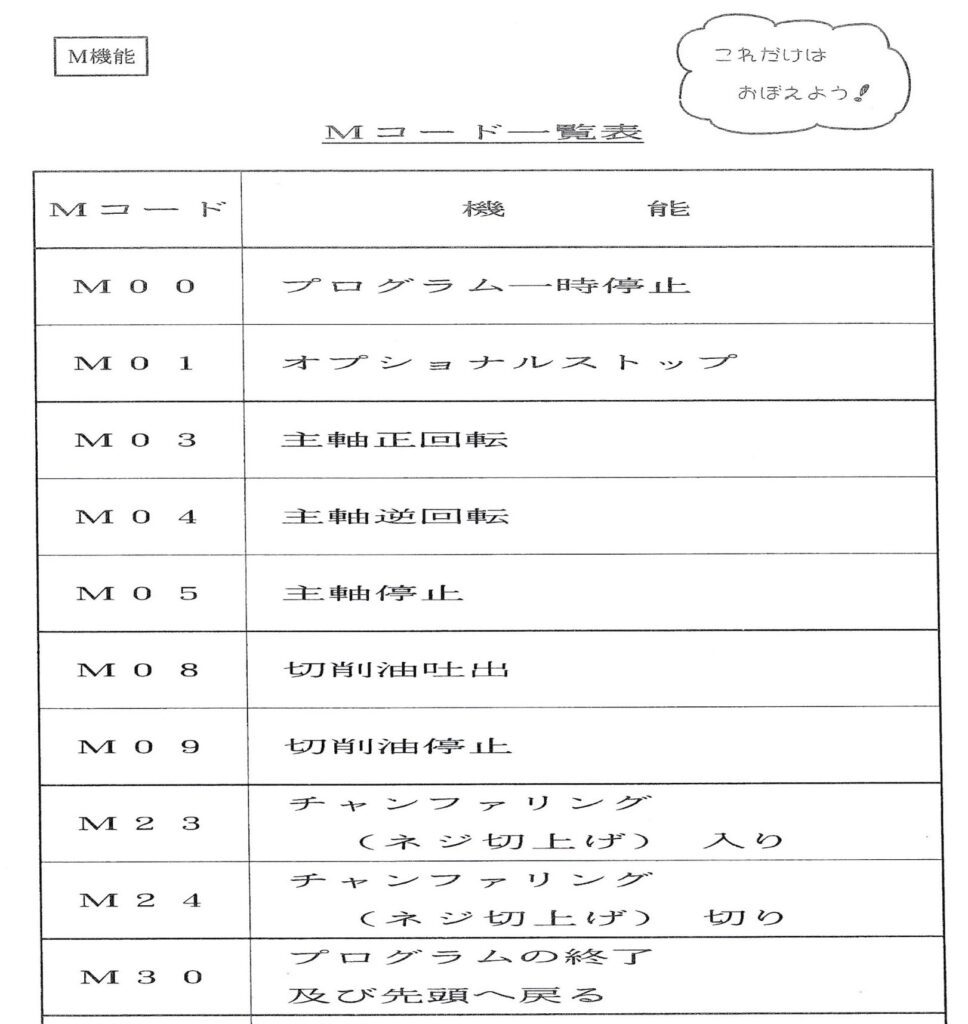
プログラムの制御(最重要・必須){M00、M01、M30}
●プログラムの開始から終了、および途中の確認に必要な基本コードです。
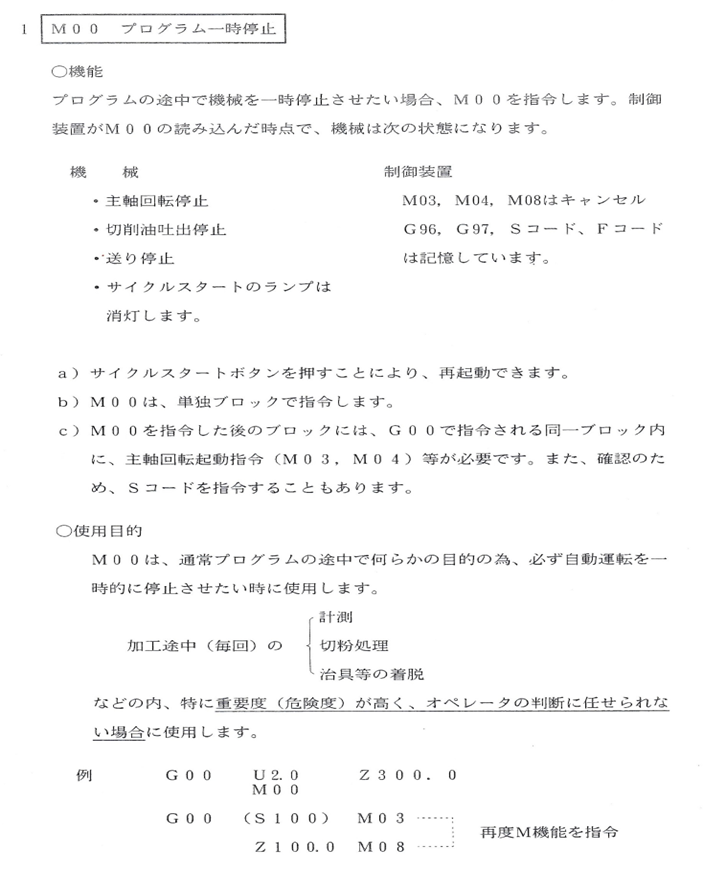
・M00(プログラムストップ):機械の動きを一時停止します。チップの摩耗状態を肉眼で確認したり、外径・内径の測定、切り屑(切粉)を除去したりする際に必ず挟みます。再開後は操作盤の「自動起動」ボタンを押します。
また使用の目的として、通常プログラムの途中で何らかの目的のため、必ず自動運転を一時的に停止させたい時に使用します。加工途中の計測・切粉処理・冶具等の着脱などの内、特に重要度(危険度)が高く、オペレーターの判断に任せられない場合に使用します。
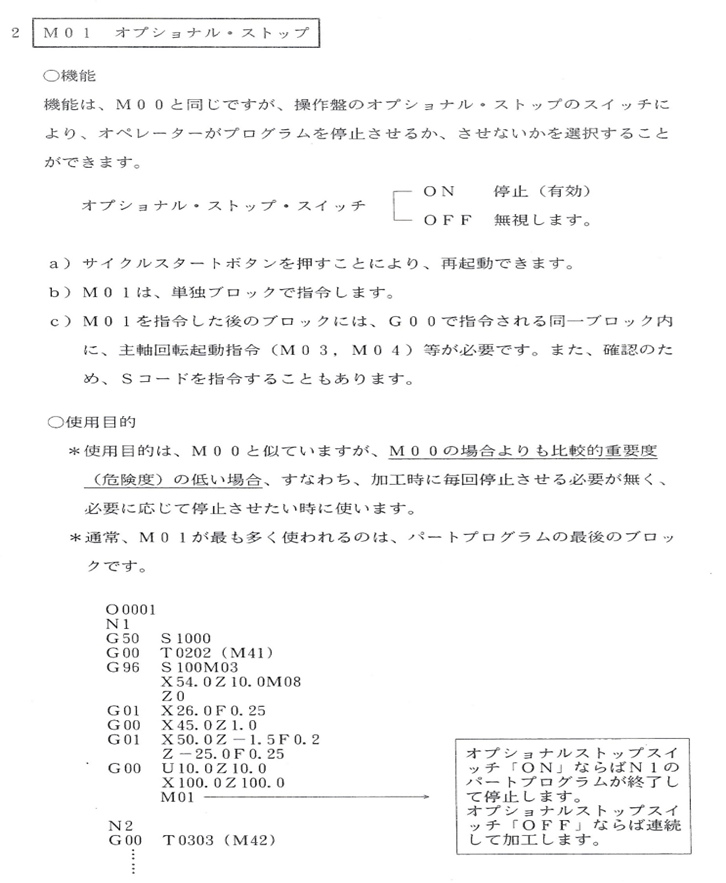
・M01(オプショナルストップ):操作盤の「オプショナルストップ」スイッチがONの時だけ一時停止します。試作時や1工程目の確認時に便利です。
また使用目的として、加工時に毎回停止させる必要なく、必要に応じて停止させたい時に使います。※通常M01が最も多く使われるのは、パートプログラムの最後のブロックです。
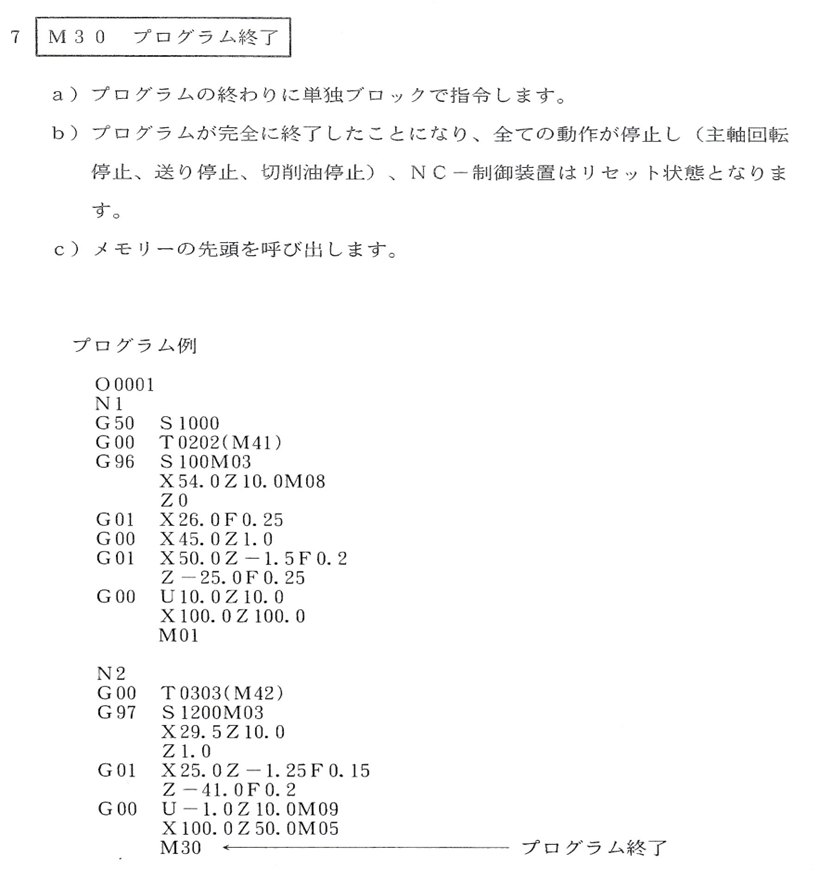
・M30(プログラムエンド&リワインド):プログラムの終了と同時に、カーソルをプログラムの先頭(1行目)に自動で戻します。作製試験のメインプログラムの最後には必ずこの「M30」を記述します。
主軸の回転制御(回転方向のミスに注意){M03、M04、M05}
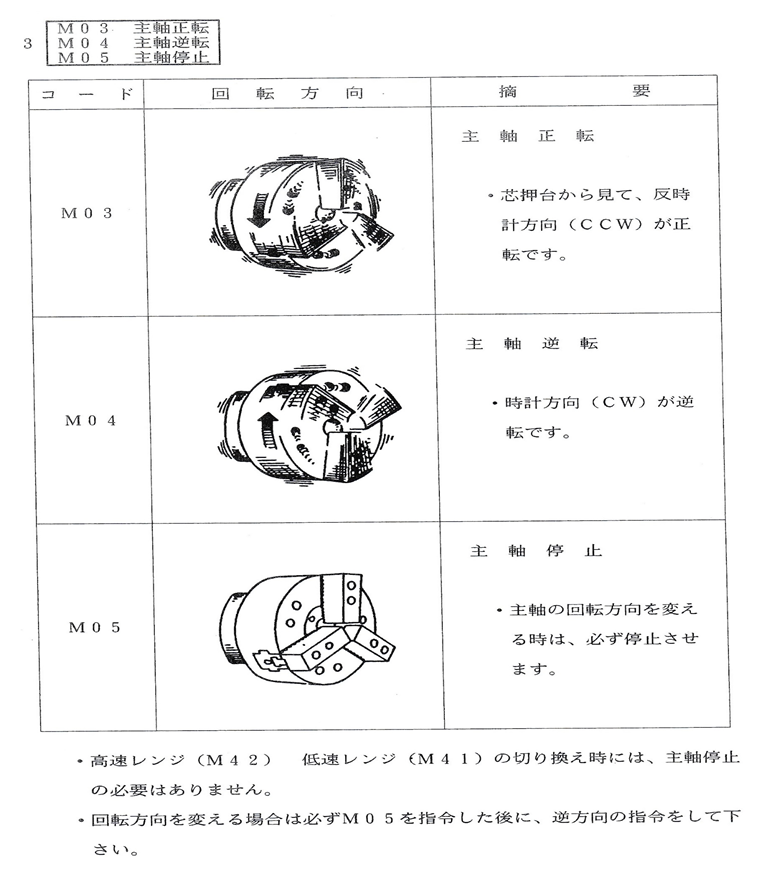
●刃物の取り付け方向や、内径・外径加工の向きに応じて正しく使い分ける必要があります。
・M03(主軸正転起動):主軸を正方向(右ねじが進む方向)に回転させます。
・M04(主軸逆転起動):主軸を逆方向に回転させます。刃物の形状や勝手(右勝手・左勝手)によって使い分けるため、試験前に機械の回転方向を必ず目視確認してください。
・M05(主軸停止):主軸の回転を止めます。工具交換(タレット回転)の前や、M00で一時停止する前には必ず入れます。
クーラント(切削油)の制御{M08、M09}
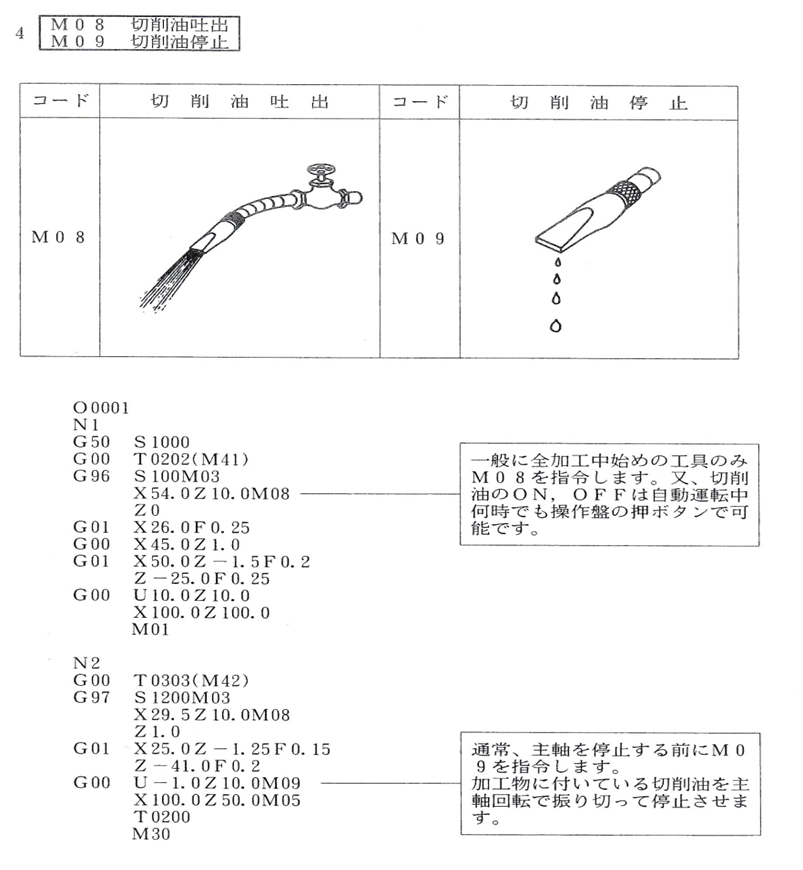
●試験中の製品の寸法精度(熱膨張対策)や、刃物の寿命を保つために必須です。
・M08(クーラントON):切削油(吐出)を開始します。
・M09(クーラントOFF):切削油を停止します。M00で測定に入る前や、プログラム終了(M30)の前、工具交換の前に必ず止めます(止めないと機内が油まみれで目視できなくなります)。
プログラムに記述するのを忘れたとしても、操作盤のクーラントボタンでON・OFFする事もできます。
ねじ切り加工の終わりの処理(面取り・切上げ){M23、M24}
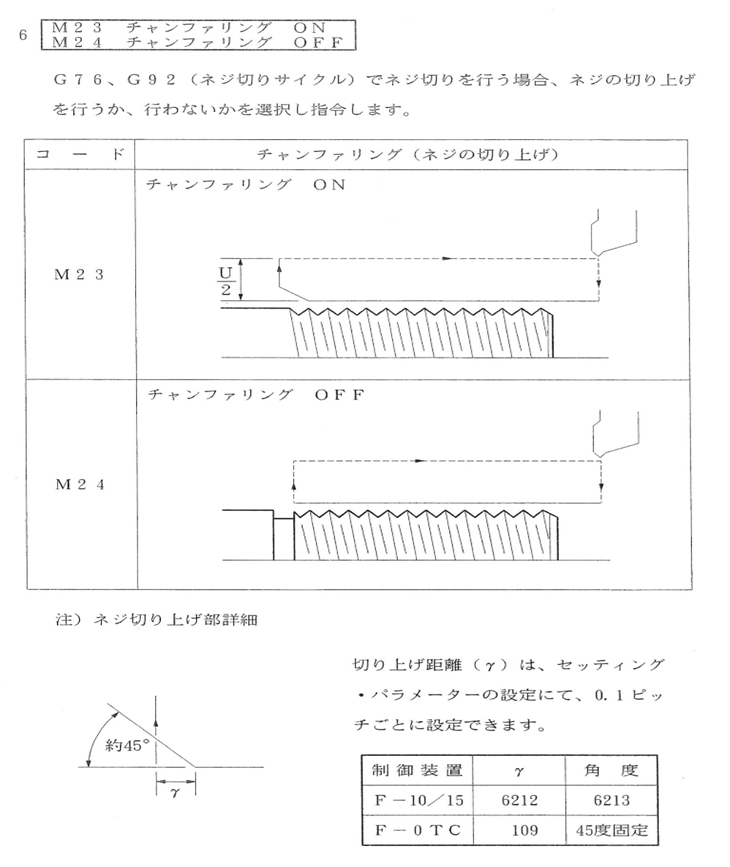
●CNC旋盤において、M23とM24は「ねじ切り加工の終わりの処理(面取り・切上げ)」をコントロールする非常に重要なコマンドです。
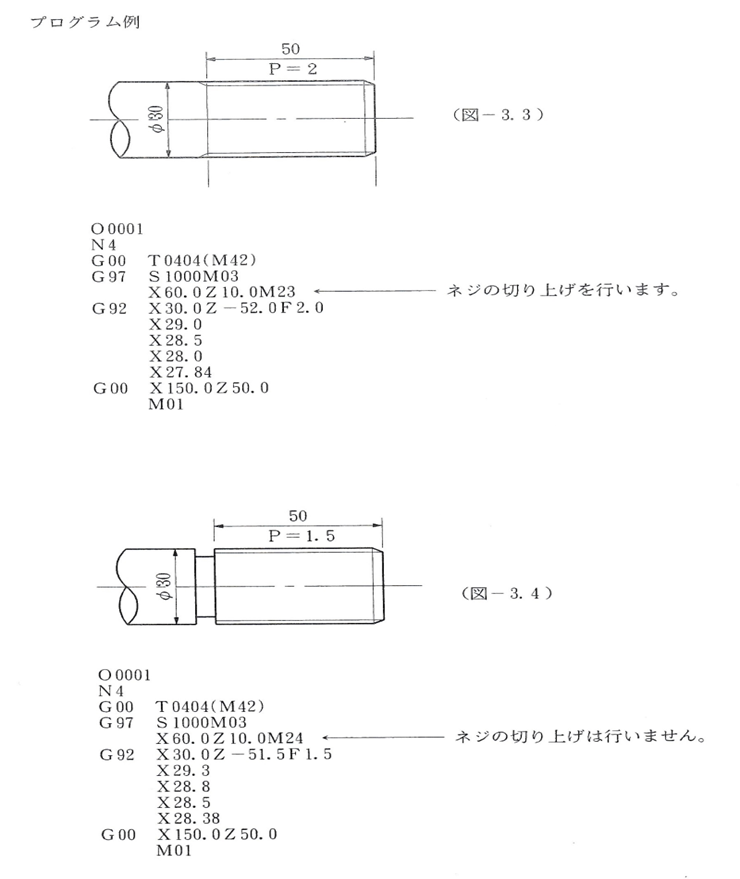
・M23(ねじ切り後面取りON):ねじの終わり部分に「逃げ溝(ヌスミ)」と呼ばれる凹みがない場合に使います。刃物が直角にパッと離れると、ねじの最後が不完全な形で残り、ナットが奥まで入らなくなったり、刃物が破損したりします。M23を入れておくと、機械が自動的に斜め45度に変形しながら刃物を抜いてくれるため、綺麗な終わり際になります。
・M24(ねじ切り後面取りOFF):ねじの終わりに、あらかじめ十分な幅の「逃げ溝(ヌスミ)」を削ってある場合に使います。すでに溝があって刃物を斜めに逃がす必要がないため、M24でこの機能をオフにして、溝の位置でスパッと直角に刃物を抜きます。
左上の画像のような動きを行います。以前解説したG76複合ねじ切りサイクルで使用します。以前の製作試験の図面では部品①、部品②ともに逃げ溝(ヌスミ)がありましたが、現在の図面では部品①は逃げ溝(ヌスミ)がないためM23を使用し、部品②は逃げ溝(ヌスミ)あるのでM24を使用し加工を行いました。
おまけ:チャックの開閉(必要な機械のみ){M10、M11}
・M10(チャック閉):ワーク(材料)を掴みます。
・M11(チャック開):ワークを離します。
※検定で使用する機械によっては、安全のためにプログラム内でのチャック開閉を省略し、手動フットスイッチのみで操作させる場合もあります。
まとめ
・1ブロック(1行)に複数のMコードは書かない:NCの仕様上、1行に「M05 M09」と並べて書くと、片方しか実行されないかエラーになる機械がほとんどです。必ず行(ブロック)を分けるか、Gコードと同じ行に1つだけ混ぜるように徹底してください。
・キャンセルの記述漏れに注意:M08(ON)をしたら、必ず工具交換前やプログラム終了前にM09(OFF)を入れましょう。
次回は数値制御旋盤技能士試験で使用するT機能・S機能・F機能について解説していきます。今後も色んな情報をアップしていきますのでよろしくお願いします!

コメント