お世話になっております。見習い生産技術です。今回は、数値制御旋盤技能士試験で使用する複合ねじ切りサイクルについて解説していきます。
技能士試験では部品①、部品②ともにネジ加工の指定があるかと思います。私が作業試験で使用で使用していたのがG76複合ねじ切りサイクルとなります。
複合ねじ切りサイクルとは?
G76は、主にCNC旋盤で「自動で何回も往復してネジを作る(複数パスねじ切り)」為の非常に便利な複合固定サイクルコマンドです。
ネジを作るには、金属の棒に刃物を何度も当てて、少しずつ深く削っていく必要があります。手動(G32など)で書く場合は削る、戻る、刃物をズラす、また削る・・・という命令を何十行も書かなければなりません。G76を使う場合だとたったの2行のプログラムを書くだけで、機械が自動で計算し、ネジが完成するまで何度も往復して削ってくれます。
G76複合ねじ切りサイクルの基本プログラム構成
もっとも一般的な「2行1組」の書き方を解説します。
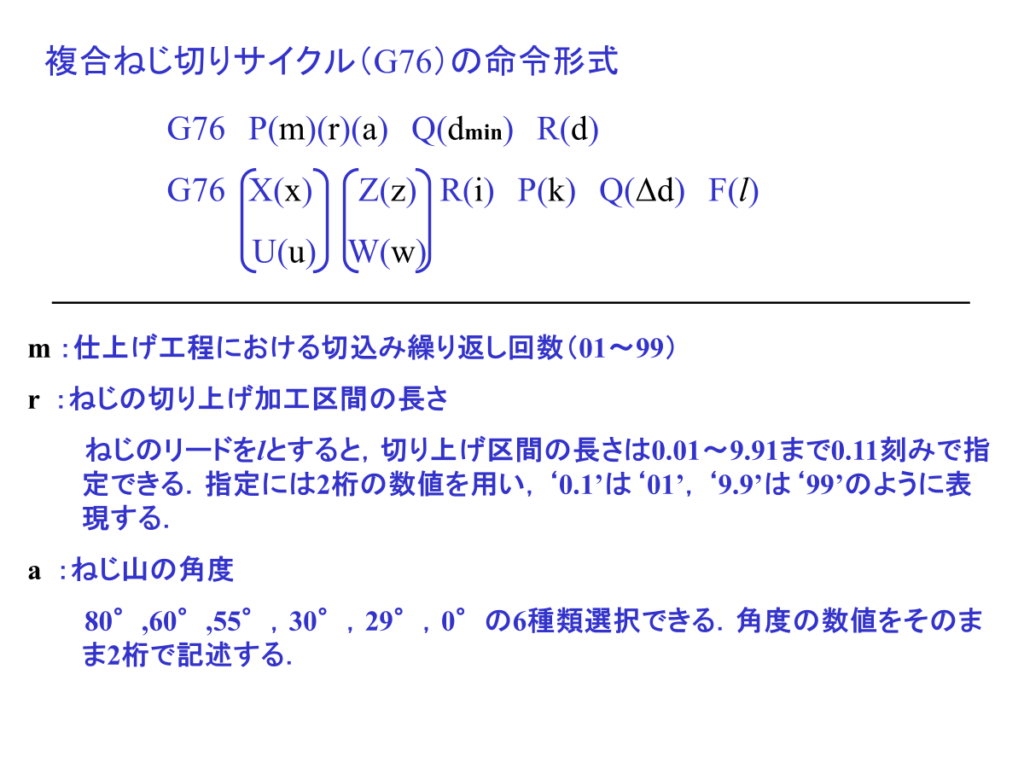
一見難しそうですが、それぞれのアルファベット(アドレス)の意味を分解すると簡単です。
●1行目の意味:加工のルールを決める
・P:6桁の数字で3つの設定をまとめて指定します。
◦m(最初の2桁):仕上げの回数(例:02なら仕上げを2回行う)
◦r(真ん中の2桁):ねじの抜け際の面取り量(不完全ねじ部の長さ。例:10はピッチの1.0倍)
◦a(最後の2桁):ねじの刃先の角度(例:メートル並目ねじなら60度)
◦例:P021060=仕上げ2回、面取り1.0倍、刃先角度60度 となります。
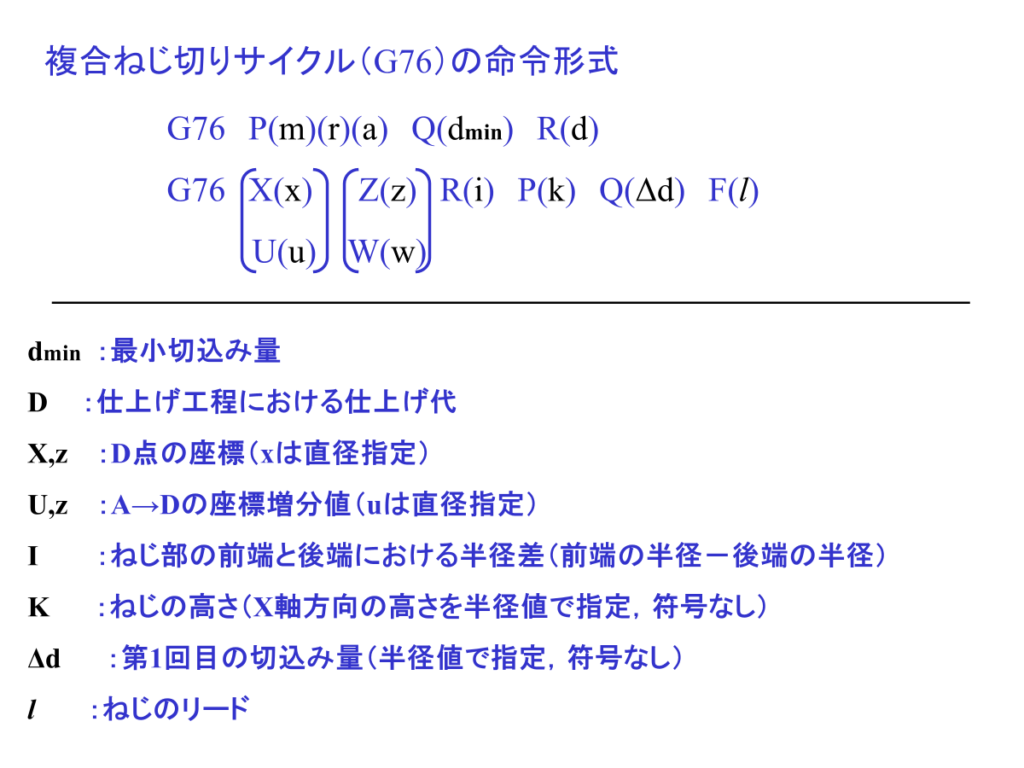
・Q(Δdmin):最小切込み量(これ以上薄く削ると刃物が滑る、という限界値を半径値・小数点なしの㎛単位で指定。例:Q100=0.1mm)
・R(d):仕上げの削り代(最後に綺麗に整えるための削り残し量。長さミリ単位・小数点あり。例:R0.02=0.02mm)
●2行目の意味:ねじの形状と削り方を決める
・X:ねじの最終的な直径(谷の径。直径値・小数点あり)
・Z:ねじ切りを終える位置(ねじの長さ。小数点あり)
・R(i):テーパねじ(管用ねじなど、先細りのねじ)を作る場合の半径差。平行ねじなら省略するかR0
・P(K):ねじ山の高さ(片側の山の高さを半径値・小数点なしの㎛単位で指定。例:1.2mmならP1200)
・Q(Δd):1回目の切込み量(最初にどれだけ深く刃物を入れるかを半径値・小数点なしの㎛単位で指定。例:0.3mmならQ300)
・F(L):ねじのピッチ(1回転で進む距離。例:ピッチ1.5mmならF1.5)
G76複合ねじ切りサイクルのメリット
● プログラムが圧倒的に短い
削る回数が10回でも20回でも、プログラムは常に2行だけで済みます。記述ミスによる衝突事故を防げます。
● 刃物に優しい(片刃削り/フランクインフィード)
G76は、ねじの斜めの角度に沿って刃物を少しずつズラしながら削ってくれます。刃物の片側だけに切りくずが逃げるため、刃が長持ちし、綺麗なねじに仕上がります。
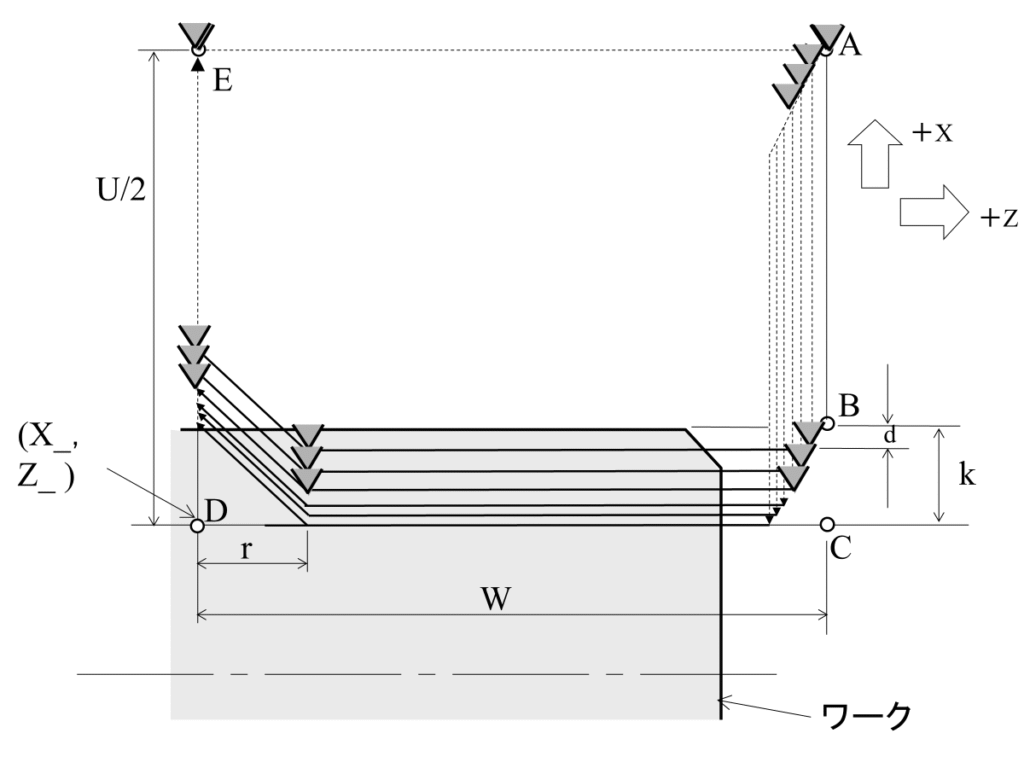
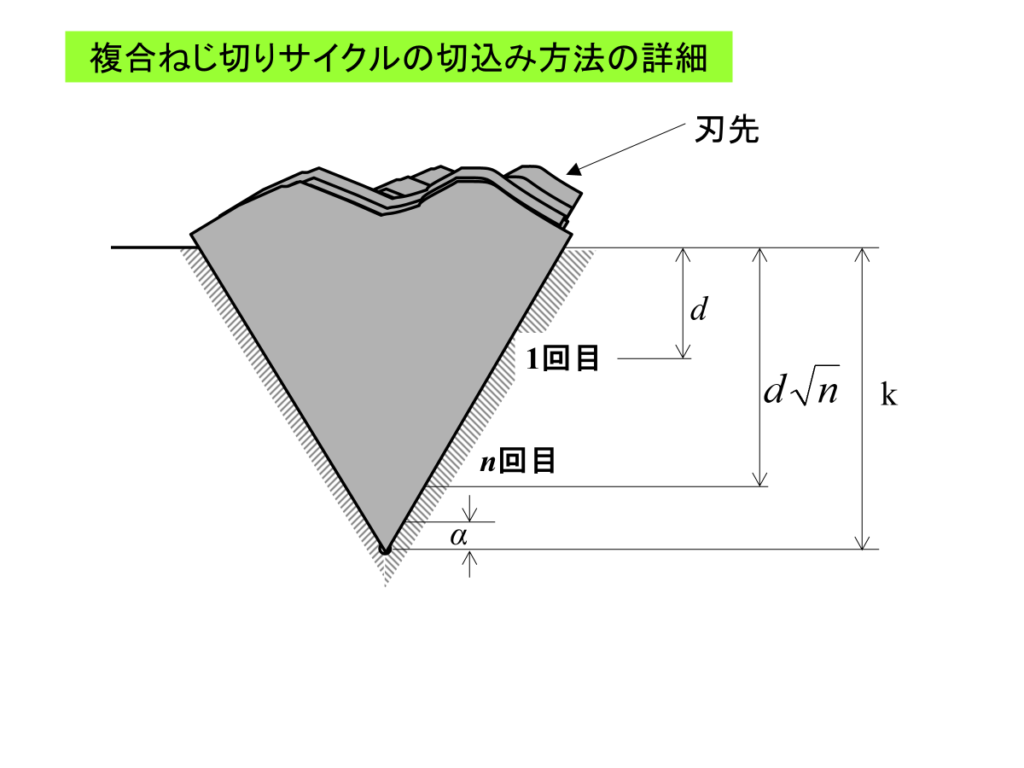
● 勝手に計算してくれる
「最初は大きく削り、深くなるにつれて刃物の負担を減らすために薄く削る」という高度な計算を、機械が自動で行ってくれます。上記の画像のようなことを自動で計算し加工します。
間違えやすいポイント
● 単位に注意する:2行目のP(山高)とQ(1回目の切込み量)は「ミクロン単位」です。例えば、0.5mm削りたければQ500と書く必要があります。(ピリオドは付けません)。
● マシニングセンタでの違い:マシニングセンタ(フライス盤)で「G76」を使うと、ねじ切りではなく「ファインボーリングサイクル(精密な穴開け)」という全く別の意味になるため、混同しないよう注意して下さい。
まとめ
いかがだったでしょうか?少し難しいかもしれませんが、G76複合ねじ切りサイクルを一言でいうと、「たった2行」で、ねじ切り加工を全自動で行うプログラム命令です。内容は実際使用してみながら覚えていけたら良いかと思います。次回は数値制御旋盤技能士試験で使用するMコードについて解説していきます。今後も色んな情報をアップしていきますのでよろしくお願いします!


コメント